Pressure Vessel Maintenance: Predictive Strategies That Save Money and Prevent Failures
Introduction: Why Pressure Vessel Maintenance Matters
If you run boilers, air receivers, or process vessels, you already know this. When a pressure vessel fails, it does not fail quietly. It can shut your plant, damage gear, and in the worst case, hurt people.
Good pressure vessel maintenance is not just a box to tick. It protects your team, keeps production steady, and keeps regulators off your back. As an NDT business owner, I see the same pattern again and again. Sites that plan inspections well save time, money, and stress.
In this guide, we walk through how modern maintenance works in real plants. We look at predictive maintenance, smart non‑destructive testing, and local standards. By the end, you will know how to compare options and pick what suits your site. For more background, you can also explore the Pressure Vessel NDT blog and our broader APEC Inspection blog.
Pressure Vessel Maintenance Basics and Common Failure Modes
Let’s start with what we are trying to prevent. Pressure vessels are designed and maintained so they can operate safely for decades when built to the right standard and cared for properly. For many engineered systems, including some pressure-containing equipment, a typical design life is in the range of 20 to 30 years when used as planned. But the real life you get depends heavily on how you look after them, and industry resources such as Mastering Pressure Vessel Design Life: A Detailed Guide underline how operation and maintenance strongly influence actual service life.
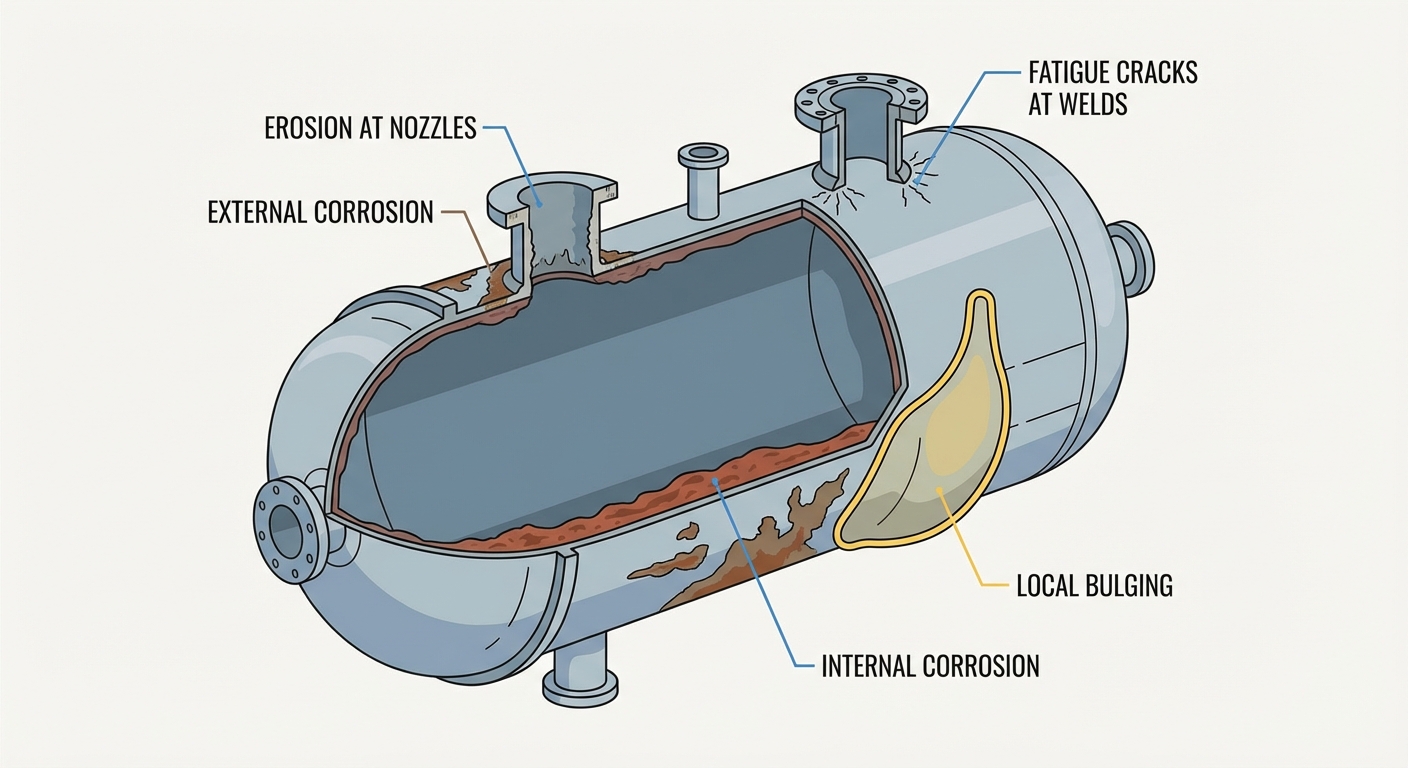
The main threats are simple, but nasty. Corrosion slowly eats away wall thickness from inside or outside. Erosion from high‑velocity flow can thin elbows, nozzles, and baffles. Fatigue cracks can form at welds, supports, and sharp corners from pressure swings. Local overstress can lead to bulging areas, plastic strain, or creep in hot service. These are the things we look for every day in non‑destructive testing inspections.
Design choices help at the start. Steel grade, corrosion allowance, and weld quality all matter. But once the vessel is in service, operating conditions take over. High pressure, high temperature, and aggressive fluids speed up damage. Poor water treatment or wrong cleaning chemicals can turn mild corrosion into severe loss.
Maintenance is the control lever you can still move. Regular checks, wall thickness readings, and weld scans pick up early change. When we see a trend, you can act before it becomes a crack through the wall. That might mean coating repair, local pad weld, or a safe de‑rate of pressure.
A structured maintenance plan pulls this all together. It sets what to inspect, how often, and with which NDT method. It links back to risk: contents, pressure, location, and past findings. That is exactly what we build when we help clients with pressure vessel and storage tank inspection programs, supported by guidance from resources like Designing Pressure Vessels: Maintaining Longevity.
Predictive Maintenance vs Preventive and Run‑to‑Failure
You will hear three terms a lot: run‑to‑failure, preventive, and predictive. They sit on a spectrum from “do nothing” to “watch it all the time.” Understanding the difference helps you choose how far to go for each vessel.
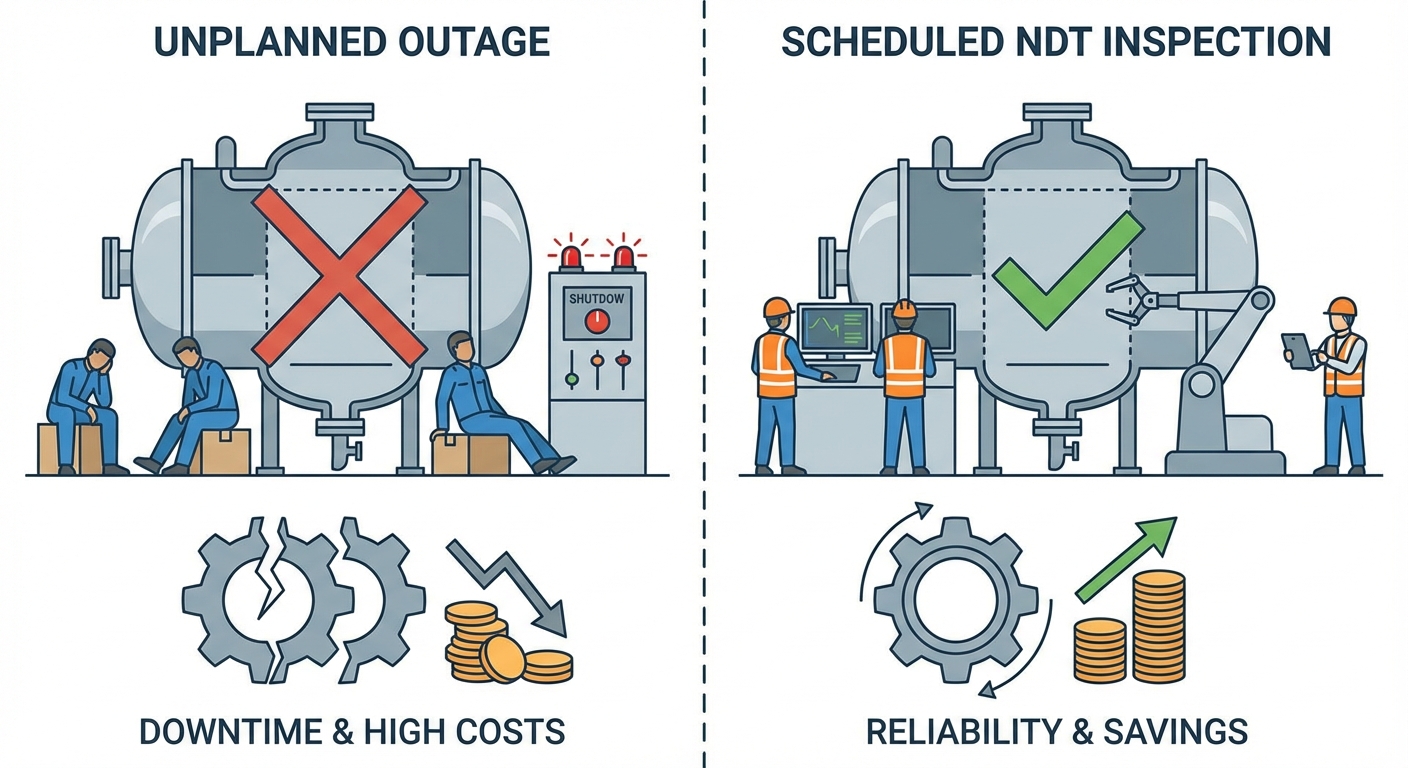
Run‑to‑failure is simple. You fix the vessel only when something breaks or leaks. It looks cheap at first, but you pay later in long outages and big repairs. With pressure equipment, it can also mean serious safety events. For anything above very low hazard, this is not a smart choice.
Preventive maintenance uses fixed schedules. You plan external and internal inspections at set intervals. You might re‑coat, re‑gasket, or replace parts “just in case.” This improves safety but can still miss slow, hidden damage between checks. It can also mean work that was not actually needed yet.
Predictive maintenance, or PdM, is a step further. You monitor the vessel’s actual condition over time. That might be through online sensors, or frequent targeted NDT checks. The point is to pick up change early and act only when the data says you must. Industry overviews such as Predictive Maintenance (PdM): Key Advantages and Disadvantages describe this shift from simple time‑based work to data‑driven decisions.
Across many industries, studies report notable potential gains from this shift, but the results are mixed and not uniform across all workplaces. Industry studies and Australian case studies report significantly fewer unplanned failures, reduced downtime, more efficient use of labour, and substantial cuts in maintenance and repair costs when sites move from reactive to predictive strategies, with many operations also seeing fewer outages and faster fault detection..
For pressure vessels, PdM means we focus on integrity. We track wall loss, strain, and early cracking at welds. We then adjust cleaning, chemistry, or pressure cycling before damage races away. The goal is simple. Keep the vessel in safe, known condition and squeeze more healthy years out of the asset.
Non‑Destructive Testing and Condition Monitoring for Vessels

So how do we “see” inside a steel shell without cutting it open? This is where non‑destructive testing, or NDT, earns its keep. NDT lets us find flaws and measure thickness while keeping the vessel in service or during a short outage. Done well, it gives you hard numbers, not guesswork, and is central to the NDT services we provide at APEC Inspection.
For pressure vessels, ultrasonic testing (UT) is the workhorse. A UT gauge sends sound into the wall and times the echo. From that, we know the remaining thickness at that exact spot. We map many points and build a clear picture of corrosion and erosion. Real‑time systems can even track loss trends while the plant runs.
For welds and nozzles, we use more advanced tools when needed. Phased Array UT (PAUT) sweeps a sound beam through the weld volume. It can image cracks, lack of fusion, or porosity with strong detail. You can learn more about this technique in our article Understanding Phased Array Ultrasonic Testing.
Radiography (RT) still has a role, mainly for new build or complex welds. Surface methods like magnetic particle and dye penetrant pick up tiny surface cracks. Magnetic particle inspection is especially useful for ferromagnetic materials where surface or near‑surface cracking is a concern. Acoustic emission (AE) sensors can “listen” for active crack growth during pressure tests. Australian specialist NDT providers offer AE as a condition monitoring tool for high‑risk assets in industries such as power generation, oil and gas, and chemical processing.
For long‑term monitoring, we can add strain gauges, temperature sensors, and even distributed strain fibre on composite vessels. These sensors show how the shell actually moves under load. Research on composite pressure vessels shows how strain data can flag damage long before visible failure.
The art is to pick the right mix for each vessel. High‑pressure hydrocarbon service might need PAUT on all main welds plus AE during pressure tests. A low‑pressure air receiver may just need solid UT thickness trending and visual checks. The tools change, but the goal is the same: clear, repeatable data that supports smart maintenance calls, delivered by NDT experts you can trust.
Australian Standards, Compliance, and Inspection Intervals
In Australia, pressure vessel maintenance does not live in a vacuum. It sits inside a web of standards and WHS laws. Your maintenance plan must line up with these, or you risk notices and even plant shutdowns, which is why many operators lean on specialist inspection partners to stay compliant.
AS/NZS 1200 is the overarching ‘parent’ standard for pressure equipment. It sets the broad rules for design, materials, and in‑service care of pressure equipment. For vessels themselves, AS 1210 covers design and construction. AS/NZS 3788 focuses on in‑service inspection, repair, and fitness‑for‑service checks. These standards work together to guide when and how you inspect.
AS/NZS 3788 sets out the requirements for first in‑service inspection and the subsequent periodic inspection intervals in Table 4.1. Many air receivers, for example, need regular external and internal inspections by a competent person. WorkSafe Victoria also stresses that air receivers must be checked at set intervals and kept in good condition.
The standard also explains how to assess equipment life. It allows engineering assessment of thickness data, remaining strength, and safe remaining life. This is where good NDT records become very powerful. With several rounds of UT readings, you can prove a stable or slow corrosion rate. That, in turn, can support risk‑based decisions around inspection scope and timing, echoing the lifecycle approach discussed in How Long Do Pressure Tanks Last? Complete Guide.
API 510, the global pressure vessel inspection code, follows a similar path. It supports risk‑based inspection and condition assessment, but still requires set reviews by qualified staff. Australian plants commonly build their inspection programs around AS/NZS 3788, and many also incorporate API 510 concepts so their processes align with both mandatory local requirements and widely recognised global practice.
The key point is this. Predictive maintenance and condition monitoring do not remove the need for code inspections. Instead, they feed better data into your risk review. That lets your engineer justify focused work, avoid surprise repairs, and, where allowed, adjust intervals in a controlled, documented way, especially when supported by competent pressure vessel inspection services.
Practical Tips to Build a Cost‑Effective Maintenance Plan
Let’s pull this into a simple action plan. You do not need every gadget on day one. Start with the vessels that worry you the most, and remember that well‑structured programs like those described in The Complete Guide to Defining Your Preventive Maintenance Program for Tanks and Vessels focus on risk and prioritisation.
- List and rank your vessels. Use pressure, contents, age, and location. Flag those near people or critical production.
- Check current records. Gather design data, past reports, and wall thickness logs. Look for fast‑changing spots and repeat defects.
- Match NDT methods to risks. Use UT for wall loss, PAUT or RT for key welds, and surface methods for nozzles and supports. Add AE or strain sensors only where the risk and payoff are clear.
- Align with AS/NZS 3788. Confirm your inspection intervals line up with the tables and guidance. Use condition data to support any risk‑based tweaks.
- Track trends, not just snapshots. Compare each new inspection with the last. Plot corrosion rates and crack findings over time.
- Review yearly with a competent engineer. Update your plan after each outage. Drop tests that add no insight and invest more in those that catch issues early.
When you treat pressure vessel maintenance as an ongoing loop, not a one‑off job, costs stabilise. You avoid panic repairs and rushed shutdowns. And you build a clear story for regulators and insurers that your plant knows its risks and keeps them under control. For many sites that means combining expert coating inspections, targeted vessel NDT, and, where appropriate, aerial drone inspections for difficult‑access areas.
Conclusion: Turning Data into Safer, Longer‑Lasting Vessels
Pressure vessel maintenance does not need to be a black box. With the right mix of standards, NDT, and predictive thinking, you can see what is really happening inside your equipment. That helps you protect people, meet your legal duties, and stretch every dollar of asset life, especially when you partner with regional NDT experts who understand local conditions.
If you would like help building or stress‑testing your vessel maintenance plan, reach out to a qualified NDT provider or pressure equipment engineer. A short review now often prevents a very long outage later, and working with APEC Inspection connects you with a team that lives and breathes pressure equipment integrity.