Air Receiver Inspection Services: A Practical Australian Guide
If your business runs compressed air, you rely on a pressure vessel that can fail badly if it is ignored. That is where professional air receiver inspection services come in. In Australia, these inspections are not just “good practice” – they are woven into WHS law, industry standards, and your insurance conditions, and engaging experienced non-destructive testing specialists will help you navigate those obligations.
As a non destructive testing business owner, I see the same pattern over and over: sites treat air receivers like simple tanks, right up until a safety valve sticks or someone notices heavy corrosion. By then, you are juggling downtime, urgent repairs, and uncomfortable questions from WorkSafe and your insurer, which is why a structured approach to pressure vessel and storage tank inspections makes such a difference.
We will unpack the regulatory framework, default 2‑ and 4‑year inspection cycles, and how risk-based intervals work in the real world. You will see what is actually done during external and internal inspections, how plant registration ties in, what drives cost, and which documents you should demand from your inspection provider, drawing on our wider experience with hydrostatic testing of pressure vessels and piping.
Whether you own one workshop receiver or manage a fleet across multiple states, this guide will help you build a compliant, low‑stress inspection program – and understand exactly what you are paying for. If you want to dive deeper into related topics, our NDT inspection blog explores similar issues for other types of plant.
Regulatory framework for air receiver inspections and why it matters
In Australia, air receivers are regulated as pressure vessels under WHS/OHS law. The technical backbone is AS/NZS 3788: In‑service inspection of pressure equipment, which sets out when and how receivers must be inspected once they are in service. For industrial air receivers with a pressure–volume (pV) value above 100 MPa·L, AS/NZS 3788 and corresponding WHS/OHS regulations generally require a commissioning inspection, 2‑yearly external inspections, and 4‑yearly internal inspections, with this schedule widely followed by specialist air receiver testing providers across Australia, subject to hazard level and state or territory requirements.
State and territory regulators – WorkSafe WA, WorkSafe QLD, WorkSafe Victoria and others – build on AS/NZS 3788 with plant registration and renewal rules. If your receiver exceeds specific pV or hazard level thresholds, it must be registered before use, and that registration depends on inspection sign‑off by a competent person. Moving a registered pressure vessel between sites may trigger additional regulatory steps – such as notifying the relevant state or territory regulator or updating registration details – which can catch people out when they relocate plant, as highlighted in various guides to air compressor and receiver inspection requirements.
Safety valves sit under related standards. Relief valves are tested and certified to AS 1271 and the ASME Boiler & Pressure Vessel Code Section VIII, because a stuck or incorrectly set valve is one of the quickest ways to end up with an over‑pressure event. In practice, these valve standards and AS/NZS 3788 operate as a package – the receiver, the valve, and the documentation are assessed together, and reputable NDT providers will often coordinate this alongside material verification and other specialist testing.
Non‑compliance carries more than theoretical risk. Regulators can issue improvement notices, fines, or even shut down plant. Insurers increasingly expect AS/NZS 3788 compliance as a condition of cover, and in a serious incident, poor inspection records can rapidly turn into personal liability for directors and site managers, a point reinforced in many industry compliance briefings. For owners, the pragmatic path is to treat inspections as part of normal asset management, not last‑minute compliance. Align your procedures, registers, and contractor scopes with the structure of AS/NZS 3788 and state registration regimes so there are no surprises when WorkSafe or your insurer asks to see the paperwork, and consider partnering with an inspection company like APEC Inspection that understands these regulatory nuances.
https://www.safeworkaustralia.gov.au/system/files/documents/1702/model-code-of-practice-managing-risks-plant.pdf
Inspection intervals, hazard levels and risk-based scheduling
Across Australian providers, there is a clear default pattern for air receiver inspection services. After the initial commissioning inspection, standard receivers are inspected externally every 2 years and internally every 4 years. That cycle reflects how AS/NZS 3788 is applied in practice, and you will see it echoed across most compressor and NDT service companies nationally, including those offering specialised air receiver inspection programs.
The standard links intervals to pV (pressure in MPa multiplied by volume in litres), hazard level (A to D), and the operating environment. Receivers with pV ≤ 100 MPa·L still fall under statutory inspection requirements, but they sit in a lower‑risk category and are generally subject to longer inspection intervals, while still demanding regular owner surveillance and good engineering practice. Once you exceed 100 MPa·L, you are into the typical commissioning + 2‑year external + 4‑year internal regime, with more frequent inspections on some mine sites. Mines are often a special case. Under frameworks such as MSIR 1995, some mine operators adopt three‑yearly inspection cycles for particular hazard categories, except for very small vessels (for example, units under 150 L). In the field, we also see some mine sites asking for combined internal and external inspections every two years to reduce mobilisation costs and avoid repeated shutdowns, a strategy that aligns with the broader risk‑based practices outlined by AS 3788-focused inspection providers.
AS/NZS 3788 allows for risk‑based inspection rather than a rigid timetable. If your receiver operates in a wet, corrosive, or high‑temperature environment, or if previous inspections have found aggressive wall thinning, a competent inspector may recommend shorter intervals. Conversely, a clean, well‑drained receiver with excellent condition trending could justify keeping the standard 2/4‑year spacing without issue.
Any departure from the default cycle should be supported by a documented risk assessment from a qualified pressure vessel inspector, drawing on thickness trends, corrosion rates, usage hours, and operating conditions. That record becomes part of your defence if an incident ever occurs and regulators or insurers investigate your inspection strategy, something we also emphasise in our pressure vessel inspection insights.
https://www.standards.org.au/standards-catalogue/sa-snz/publicsafety/ME-001/as-slash/nzs--3788-colon-2006
Scope of external vs internal air receiver inspections
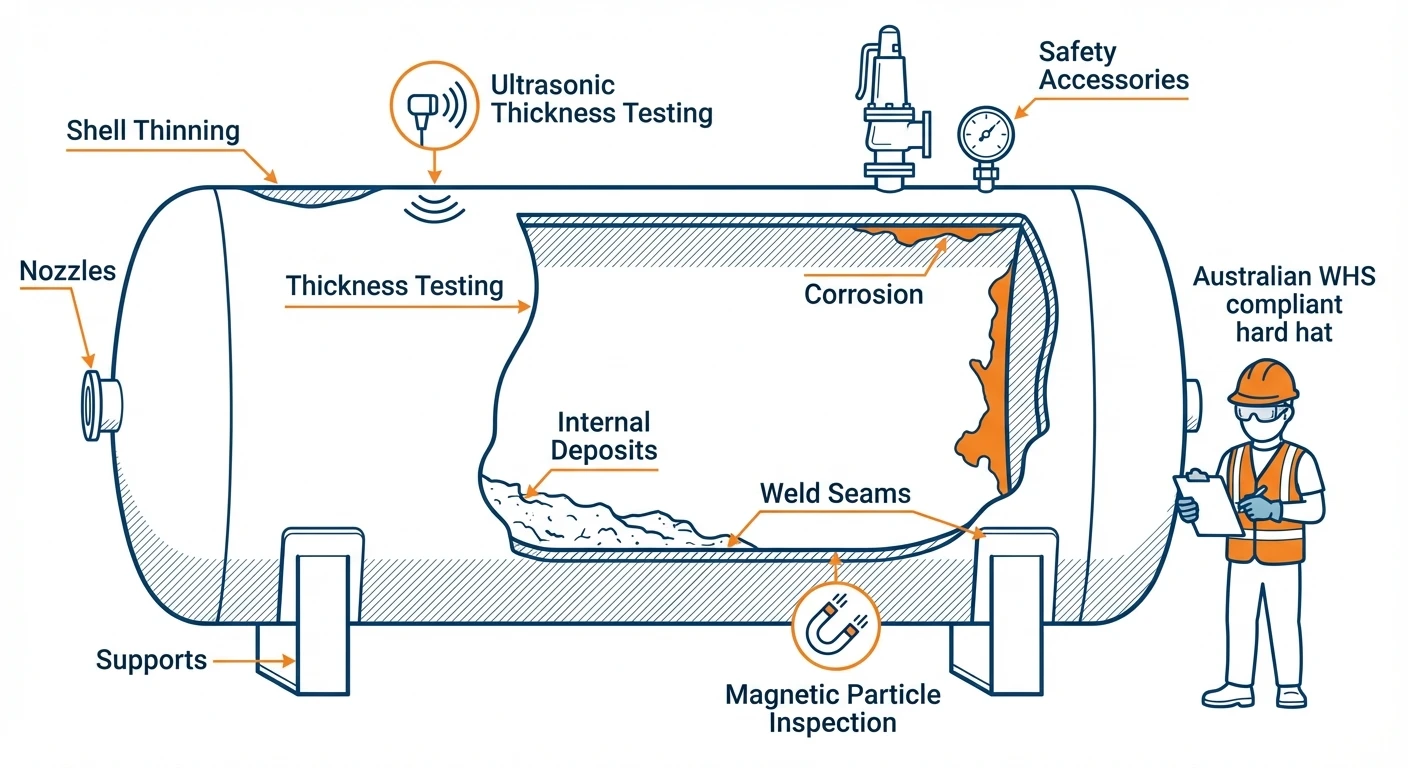
The phrase “inspection to AS/NZS 3788” gets used loosely, but the underlying scopes are specific. A standard external inspection, typically every two years, starts with basic preparation – cleaning the vessel exterior so the inspector can actually see the steel, welds, and fittings. Identification details are recorded: manufacturer, serial number, design and working pressure, volume, year of manufacture, and hazard level where known, much like we would document on other storage tank and pressure equipment inspections.
Visual checks then focus on the shell, heads, nozzles, supports, and coating. We are looking for corrosion, blistering, impacts, and any deformation that hints at over‑pressure or mechanical abuse. Installation is also reviewed: is the receiver adequately bolted or saddled, are drains accessible and working, has anyone added unapproved fittings or pipework? At defined locations, ultrasonic thickness measurements are taken and compared to previous readings to track corrosion rates, often supplemented by coating condition and adhesion assessments. Instrumentation and safety devices are checked, including basic safety valve condition and gauge readability, and the inspector issues a report and AS/NZS 3788 compliance certificate that becomes the benchmark for the next visit.
An internal inspection, usually on a four‑year cycle, goes deeper. The receiver is isolated, fully depressurised, and locked out. Manways or inspection ports are opened under confined space procedures, and the safety valve is often removed and tested or certified to AS 1271/ASME VIII, then refitted or replaced, in the same way we would verify integrity during hydrostatic pressure tests. Inside the vessel, welds and internal surfaces are examined for corrosion, pitting, scale build‑up, and erosion; deposits may be removed to assess the base metal properly. Gaskets and disturbed fittings are replaced on reassembly, after which the system is pressurised and checked for leaks and correct operating pressure. In some cases, remote visual tools such as drone or camera inspections can help reduce entry requirements and outage durations. High‑quality inspection companies will package these steps into clear scopes of work, so you know what will happen to your plant on the day and how long it will be offline.
https://www.worksafe.qld.gov.au/__data/assets/pdf_file/0020/58176/plant-code-of-practice-2021.pdf
Plant registration, competent person obligations and state nuances
For many owners, the real pain point is not the inspection itself, but how it ties into plant registration and competent‑person sign‑off. Under state WHS/OHS regulations, pressure vessels above specific thresholds must be registered with the relevant authority – for example, WorkSafe WA or WorkSafe QLD – before they are placed into service. That registration normally requires a design registration, a commissioning inspection, and a certificate of compliance from a competent person, typically issued by an organisation with demonstrated pressure equipment inspection competence.
Take Queensland as a concrete example. Certain air receivers used in workplaces must be registered as design or item of plant with WorkSafe QLD in line with their hazard level and volume, and the registration is renewed in accordance with the regulator’s specified intervals rather than annually before 31 January. Some inspection providers now offer full data collection and registration support so owners are not wrestling with forms and deadlines every January. In Western Australia, certain industrial air receivers used in workplaces must be registered with WorkSafe WA and inspected to AS/NZS 3788 by suitably qualified inspectors, with logbooks maintained for the life of the plant, an approach mirrored by specialist compressor and receiver inspection services.
The term “competent person” is used heavily in AS/NZS 3788 but is rarely defined in simple language. Practically speaking, it means someone with specific training and experience in‑service pressure vessel inspection; familiarity with AS/NZS 3788, AS 1271, and ASME VIII; and a working knowledge of WHS regulations and plant registration thresholds. They must be able to carry out visual and ultrasonic inspections, manage confined space entries, and issue AS‑compliant inspection reports and certificates that regulators will accept.
From an owner’s point of view, you should verify that your provider’s inspectors meet that bar. Ask about qualifications, inspection experience, insurance cover, and their procedures for lock‑out/tag‑out and confined space work. If an incident occurs, having engaged a clearly competent inspection provider will count strongly in your favour when WorkSafe or an insurer reviews your due diligence.
Different states will continue to tweak their plant registration processes over time, but if your air receiver inspection services are anchored in AS/NZS 3788 and backed by competent‑person certification, you will be in a solid position to adapt without major changes to your internal systems, particularly if you rely on established partners such as dedicated air receiver testing services.
https://www.commerce.wa.gov.au/sites/default/files/atoms/files/plant_design_registration_and_item_registration_guidance_note.pdf
Costs, deliverables and practical implementation
Pricing for air receiver inspections in Australia is rarely published as a simple rate card, but the structure is reasonably consistent. The main cost drivers are inspection type (external vs internal), receiver size and hazard level, number of vessels per visit, site location, and extras such as safety valve bench testing, internal cleaning, and registration support. Remote and mine‑site work often attracts higher travel and site‑induction costs, much like other on-site pressure testing and inspection services.
A typical external inspection package folds travel, site preparation, external cleaning, visual checks, ultrasonic thickness measurements, functional checks of drains and safety devices, and the AS/NZS 3788‑aligned report and compliance certificate into a single price. Internal inspections add more labour and risk controls – isolation, depressurisation, opening and closing access points, confined space work, internal cleaning, valve removal and certification, gasket replacement, and recommissioning checks.
For budgeting, owners are wise to think in four‑year cycles rather than one‑off jobs. Start by building an asset register with volume, design and working pressure, hazard level, year of manufacture, and location for each receiver. Then seek itemised quotes that break out external and internal inspection costs, valve testing, WorkSafe registration assistance, and travel. With that data, you can map a 2‑year external / 4‑year internal program, aligning inspection visits with registration renewals where possible to reduce duplicated mobilisation.
What should you expect back from your provider? At a minimum, a compliance certificate confirming conformance with AS/NZS 3788 (and AS 1271/ASME VIII where valves are tested), a detailed inspection report, and ultrasonic thickness records that can be trended over multiple cycles. Many providers now also offer logbooks or digital portals, automated reminder systems, WorkSafe registration support, and separate safety valve certification reports. Together, these documents form the backbone of your audit trail for both regulators and insurers and should dovetail with your broader asset protection and corrosion-control strategies.
Turning all of this into a workable program on site is where most businesses struggle. A few practical approaches make the difference between a smooth inspection cycle and constant fire‑fighting, and many of them mirror the strategies we apply across our wider non-destructive testing and inspection services. Start by building – and maintaining – a simple pressure equipment register with pV value, hazard level, location, and commissioning date. Use that to map default inspection dates and overlay state registration renewal deadlines; many sites now combine internal and external inspections on a 2‑year cycle for operational efficiency, a scheduling approach consistent with advice from AS 3788‑focused compliance resources.
Choose your inspection provider with intent. Confirm they work explicitly to AS/NZS 3788, can provide competent‑person sign‑off, and are comfortable with confined space entries under your procedures. Ask for sample reports and certificates and insist on itemised scopes so you know whether safety valve testing, WorkSafe paperwork, and ultrasonic trending are included. Service providers, in turn, can position their offering as a complete compliance solution rather than just “we look at your tank”, bundling inspections with safety valve certification, plant registration handling, and digital record‑keeping so that solid records, competent inspections, and thoughtful interval decisions genuinely reduce risk rather than simply ticking boxes.
https://www.resourcesregulator.nsw.gov.au/sites/default/files/documents/guide-pressure-equipment-158415.pdf
https://www.worksafe.vic.gov.au/resources/pressure-equipment-guidance-note
Conclusion: treating air receiver inspections as asset protection, not just compliance

Air receiver inspection services sit at the intersection of safety, legal compliance, and asset management. When they are done properly – to AS/NZS 3788, by a competent person, on a sensible 2/4‑year or risk‑based schedule – they quietly prevent catastrophic failures, unplanned downtime, and regulatory disputes. When they are ignored, the downside can be severe, as countless industry case studies and inspection services have shown.
The most effective sites treat inspections as routine, planned work backed by clear scopes, consistent data, and reliable documentation. Build a straightforward asset register, align your program with the standard, and choose providers who can support you with reporting, registration, and reminders – not just a quick look at the shell. Drawing on an integrated service provider such as APEC Inspection helps ensure those pieces work together.
If you are reviewing your current program or setting one up from scratch, now is the time to audit your receivers, check your last inspection dates, and confirm who is signing off your certificates. Then, engage an inspection partner who can help you turn those obligations into a robust, low‑stress process that protects both your people and your plant.