Liquid Penetrant Testing in Australia: When PT/LPT Beats Magnetic Particle Testing
Introduction: Why Liquid Penetrant Testing Matters
Liquid Penetrant Testing (LPT), also called dye penetrant inspection or PT, is one of the most widely used non-destructive testing methods in Australia. When you need to prove that welds, castings or pressure vessels are free from surface-breaking cracks, LPT gives you clear, visual evidence without cutting or damaging the component. It is especially powerful on non-ferromagnetic materials such as stainless steel and aluminium, where Magnetic Particle Testing (MPI) cannot be used because these materials cannot be effectively magnetised. According to guidance from TWI on liquid penetrant and magnetic particle inspection, this sensitivity to surface-breaking defects is a key reason penetrant testing remains a core NDT method worldwide.
If you are responsible for plant reliability, shutdown scopes or fabrication quality, understanding where Liquid Penetrant Testing fits - and where MPI is a better tool - is vital. In this article, we walk through how LPT works, compare it with MPI, and show how businesses across mining, oil and gas, construction and manufacturing can make confident decisions. We also explain how a specialist like APEC Inspection integrates LPT into broader non-destructive testing services to keep Australian assets safe and compliant, drawing on practical experience across refineries, mining sites and fabrication shops.
How Liquid Penetrant Testing Works: Step-by-Step Process
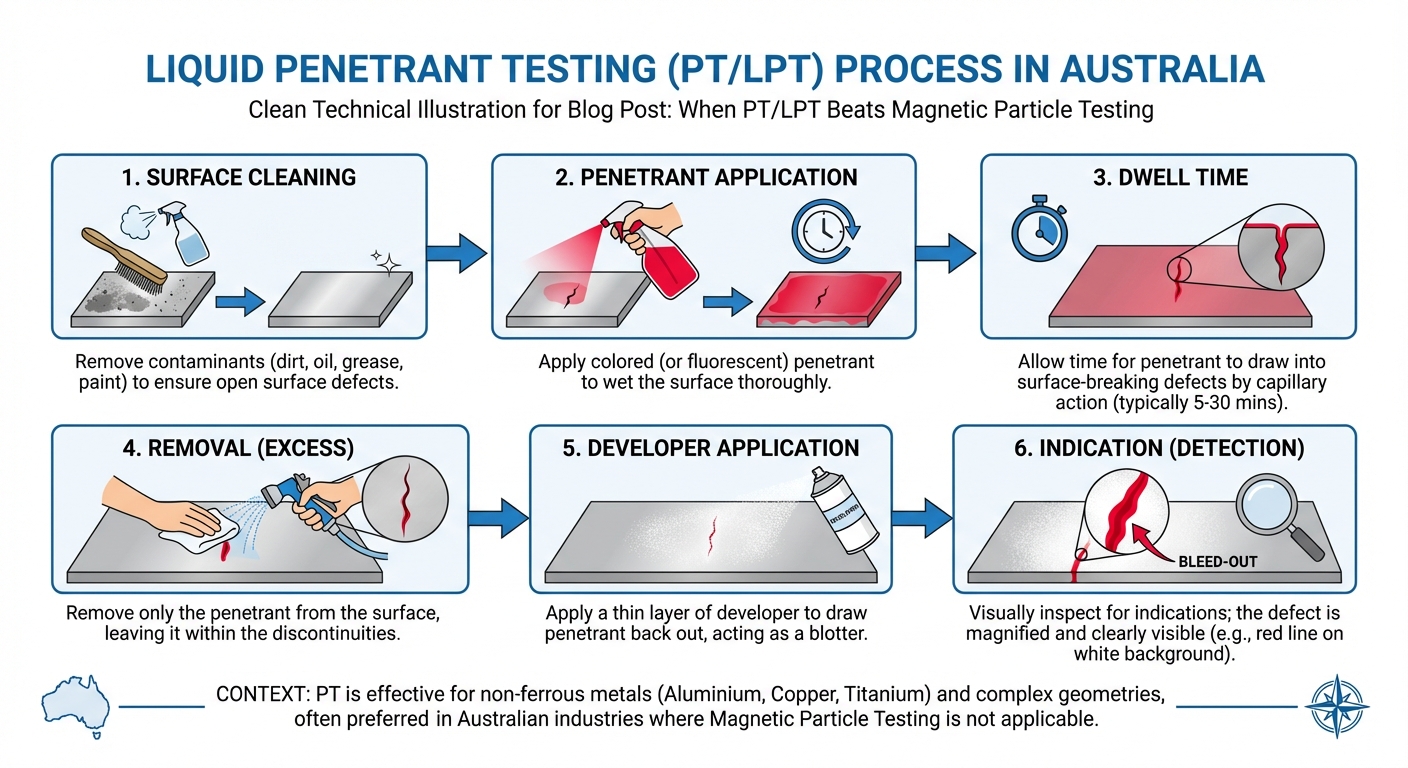
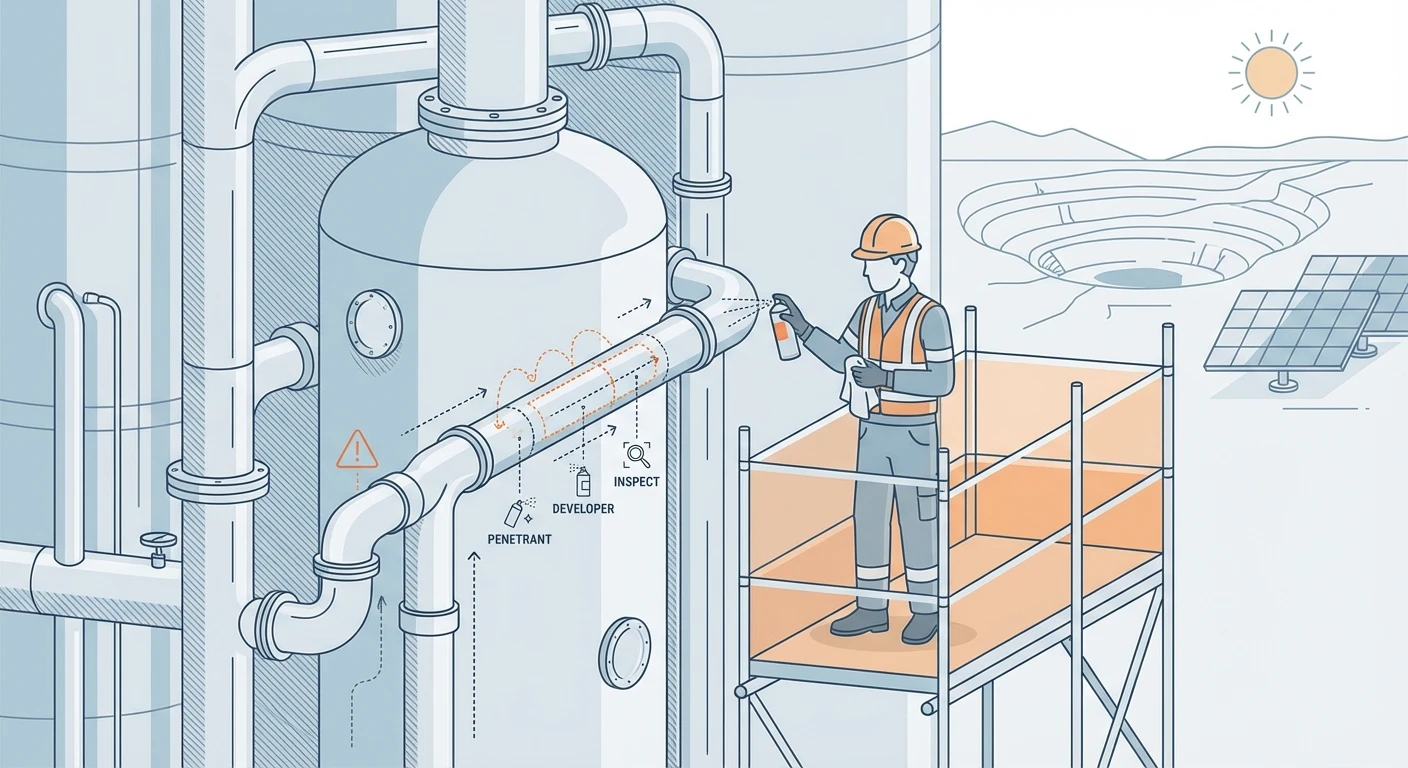
Liquid Penetrant Testing relies on capillary action. A low-viscosity dye is applied to a clean, non-porous surface. If a surface-breaking crack or pore exists, the liquid is drawn into it. After a controlled dwell time, the excess dye is removed, and a light-coloured developer is applied. Any trapped dye seeps back out, creating a bright, high-contrast indication that marks the defect. This simple physical principle makes LPT an incredibly sensitive method for detecting fine surface flaws on metals, plastics, ceramics and glass. Industry overviews such as Liquid Penetrant Testing vs Magnetic Particle Inspection explain how this mechanism underpins the method’s ability to reveal tight cracks and pores.
The process begins with surface preparation, which is far more critical for LPT than many people realise. Oil, grease, paint, scale or even light corrosion can block penetrant entry and hide cracks. Technicians must degrease, mechanically clean if required, and ensure the surface is dry and smooth. Once the area is prepared, visible red or fluorescent penetrant is sprayed, brushed or dipped over the inspection zone. The component is then left for a fixed dwell period, often between 10 and 30 minutes, depending on the material and expected crack size.
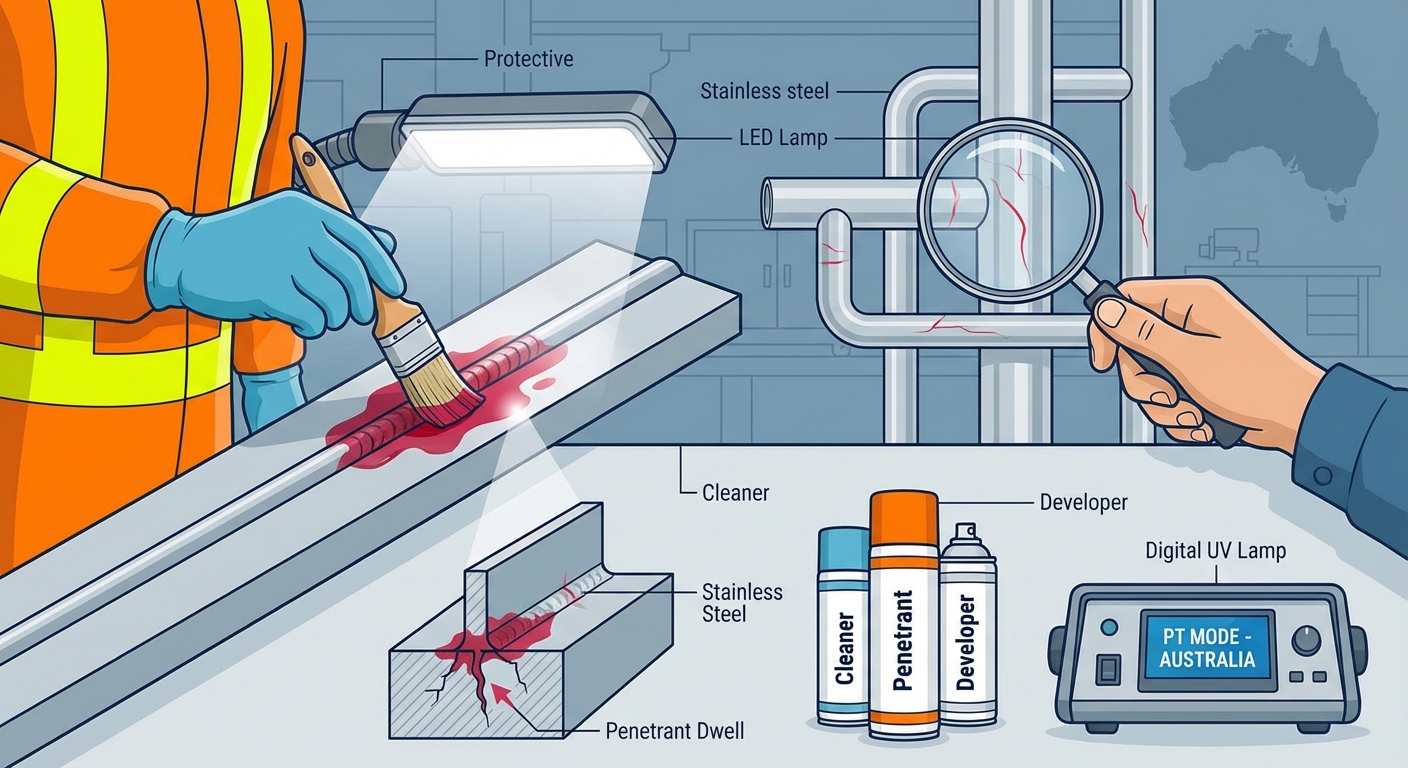
After dwell time, excess penetrant is removed carefully so the dye in any defects is not washed away. A developer - either dry powder, aqueous suspension or solvent-based - is applied to draw out the penetrant and create a clear outline of cracks, porosity or laps. Inspection is then carried out under appropriate lighting: strong white light for visible penetrant, or UV-A light in a darkened area for fluorescent systems. Finally, the part is cleaned and returned to service or to the next fabrication step. In our NDT service packages that sit alongside coating inspections, these steps are documented against applicable codes to ensure repeatable, auditable results.
Standards such as ASTM E165/E1417, ISO 3452 and ASME Section V Article 6 set the framework for penetrant types, dwell times, developer forms and acceptance criteria. Australian clients frequently work to these international codes, and accredited laboratories structure procedures around them to maintain consistency. Properly applied, LPT can detect surface‑breaking cracks as fine as a few microns in width under ideal conditions, but that level of sensitivity only comes with disciplined cleaning, correct dwell time and controlled lighting. As highlighted in comparative resources like Liquid Penetrant Testing vs Magnetic Particle Inspection, adherence to procedure is what keeps penetrant testing reliable across different industries.
Liquid Penetrant Testing vs Magnetic Particle Testing: Strengths and Limits
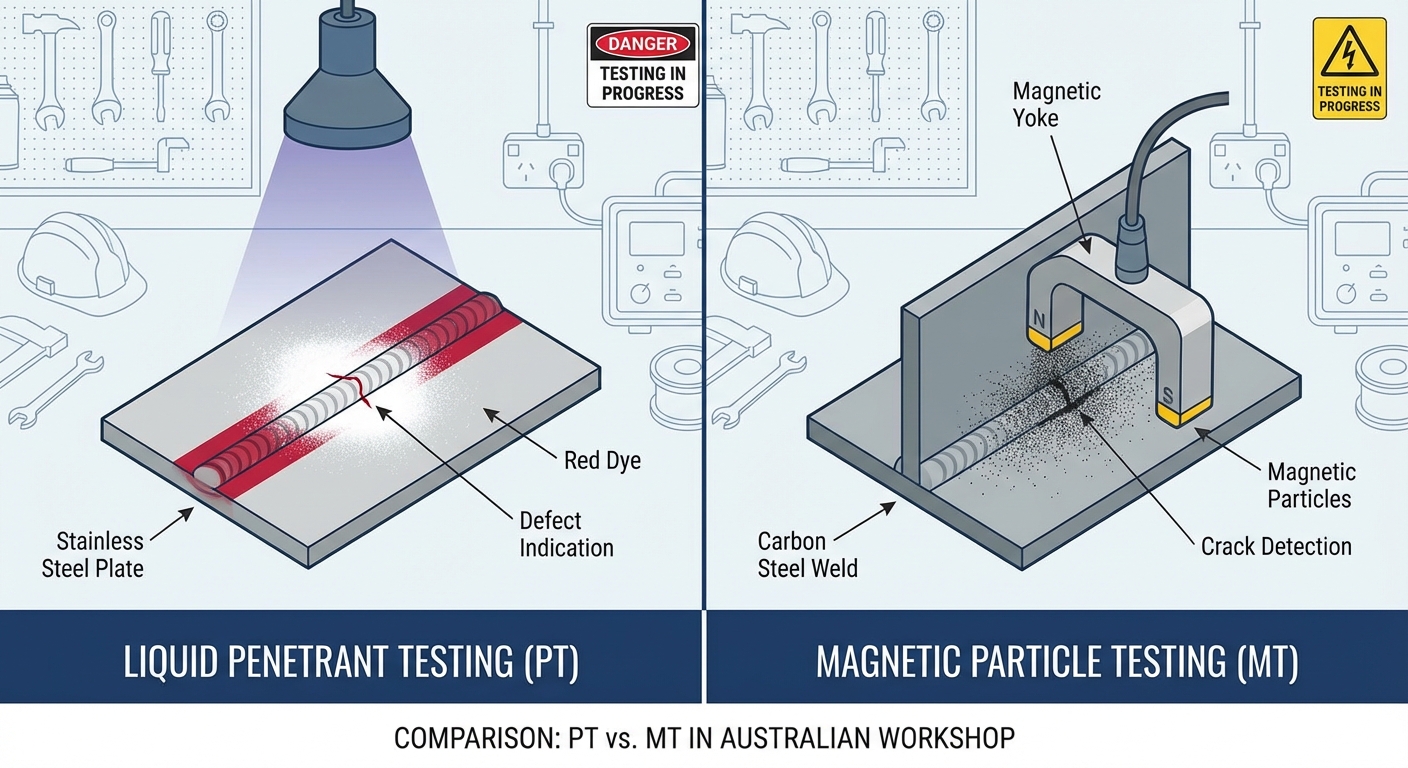
At a high level, Liquid Penetrant Testing can be used on almost any non-porous material, while Magnetic Particle Testing is limited to ferromagnetic metals such as carbon steel, low-alloy steel and some nickel alloys. LPT is limited to detecting defects that are open to and break through the surface, whereas MPI can reveal both surface and slightly subsurface flaws in ferromagnetic materials, typically down to around 6 mm below the surface under suitable conditions. This means MPI is often selected for fatigue cracks in steel welds, while LPT is the method of choice for stainless steel, aluminium and non-metallic components. Independent explanations such as Dye Penetrant vs Magnetic Particle echo this material-based distinction when comparing the two techniques.
Surface preparation is another major differentiator. LPT demands a very clean, relatively smooth surface. Any contamination can block the penetrant or create a noisy background that makes interpretation difficult. In contrast, MPI is more tolerant of rough or slightly dirty surfaces, although sensitivity does drop as roughness increases. On as-welded or as-cast steel, wet fluorescent MPI can still provide strong, sharp indications where LPT might struggle due to trapped penetrant and excessive background.
Speed and economics depend heavily on part size and material. LPT includes dwell times for penetrant and, if required, developer, so the full cycle can be slower on individual welds or small repairs. However, it is highly portable - aerosol cans and simple cleaning tools are often all that is needed - so it can be efficient on large surface areas or complex geometries. MPI requires a power source and magnetisation equipment such as yokes, prods or coils, which raises setup costs but allows almost instantaneous indications during inspection. On long runs of ferromagnetic welds or large pressure vessels, that speed advantage can make MPI the more economical choice.
Several misconceptions still cause confusion in the field. MPI does not work on non-ferromagnetic materials; if the base metal cannot be effectively magnetised, magnetic particles will not gather at a defect. LPT is not an instant test; without proper dwell time, tight cracks will not fill with penetrant. Another subtle point concerns post-weld heat treatment (PWHT). Heating cycles can partially close open cracks at the surface, reducing penetrant responses, while remaining subsurface flaws may still be detected by MPI. For critical steel welds subject to fatigue, experienced inspectors often combine both methods in a logical sequence to ensure reliable coverage across surface and just-below-surface regions. Practical comparisons such as Understanding the Differences Between MPI and FPI Non-Destructive Testing Techniques reinforce why using the methods together often gives the best overall coverage.
Key Applications: Welds, Castings and Pressure Vessels
In Australian fabrication and construction, weld inspection is where the Liquid Penetrant vs Magnetic Particle debate shows up most often. For ferromagnetic welds in carbon steel structures, pipelines and heavy equipment, MPI is usually the first choice because it is extremely sensitive to tight, fatigue-driven cracks and can scan long welds quickly. On stainless steel, duplex joints and non-ferrous welds, however, LPT becomes the primary surface NDT method because MPI is not effective on those materials. Industry commentary, such as discussions on the General NDT Group forum on magnetic particle vs dye penetrant testing, reflects this same practice across many sectors.
Casting inspection decisions hinge on both alloy and surface condition. For iron and steel castings with typical foundry roughness, MPI provides strong results by highlighting hot tears, shrinkage cracks and other discontinuities that may lie just below the surface. LPT can be used where surfaces are machined or ground smooth, but on very rough as-cast surfaces it may trap penetrant and create a “grey” background that hides real defects. Non-ferrous castings in aluminium or magnesium, on the other hand, are textbook candidates for LPT. On these, penetrant testing finds surface porosity and fine cracks once gates, risers and feeders have been removed and surfaces are reasonably smooth.
Pressure vessels and tanks present another common scenario. For steel pressure vessels in refineries, power generation and mining plants, MPI is generally preferred on shell welds, nozzles and attachments where the material is ferromagnetic and access allows magnetisation. LPT comes into play for stainless or non-magnetic vessels, as well as for areas where coatings or claddings interfere with magnetic fields. In some shutdowns, clients specify LPT on stainless internals and MPI on external carbon steel welds, combining both techniques to cover the full assembly. Our storage tank and pressure vessel inspection teams routinely build inspection plans that mix LPT and MPI in line with ASME and AWS code requirements, ensuring each area is examined by the most suitable method.
It is also common to use LPT as a follow-up when MPI indications are uncertain. At dissimilar metal welds or locations with complex geometry, MPI can sometimes show false or non-relevant indications due to changes in magnetic properties rather than real cracks. Applying LPT over the same zone can confirm whether an actual surface-breaking flaw is present. This complementary use of both methods gives asset owners higher confidence that critical welds and pressure boundaries truly meet acceptance criteria, and aligns with best-practice recommendations found in technical summaries such as Magnetic Particle Examination.
Cost, Speed and Australian Project Realities
From a cost perspective, both Liquid Penetrant Testing and Magnetic Particle Testing sit at the lower end of the NDT spectrum when compared with radiography or advanced ultrasonics. The main drivers are technician labour, consumables and site access. LPT consumables - cleaners, penetrants and developers - are relatively inexpensive and require only simple equipment, so per-inspection charges can be attractive on small jobs. MPI demands magnetisation devices and power, which adds to the capital cost but can be offset by the very rapid inspection rates achievable on large ferromagnetic components. Comparative notes in resources like Dye Penetrant vs Magnetic Particle highlight these same trade-offs between equipment cost and inspection speed.
Time on site is often the real bottleneck for Australian operators, particularly during shutdowns and outages. On extensive steel welds and large pressure vessels, MPI’s ability to provide immediate indications with no dwell time makes it a strong choice. An experienced crew using yokes or coils can cover significant weld lengths in a single shift. LPT, by contrast, builds in dwell times for both the penetrant and, in some procedures, the developer, which extends the cycle for each inspection zone. However, on small components, complex geometries or mixed-material fabrication, these dwell periods are manageable and can be worked into the overall workflow without delaying other trades.
Environmental and safety factors also influence method selection. Fluorescent LPT requires controlled UV lighting and sometimes darker conditions, which may not be practical in busy work fronts without proper segregation. Solvent-based penetrant systems demand attention to ventilation and ignition sources. MPI introduces magnetic fields and, if high currents are used, additional controls around electrical safety. Providers like APEC Inspection factor these constraints into method statements and risk assessments, so the chosen technique not only finds defects but can be executed safely within the site’s existing controls.
In many Australian projects, the optimal strategy is not to frame LPT and MPI as competitors but as complementary tools. For example, on a new fabrication package, you might use MPI for primary carbon steel welds, LPT for stainless spools and non-ferrous attachments, and visual testing plus ultrasonic testing where thickness or volumetric flaws are a concern. Our integrated inspection services are built around this idea: pick the most efficient, code-compliant method for each area, rather than forcing one technique to fit every situation. That approach tends to deliver the best balance of cost, schedule and risk control.
Practical Tips for Choosing and Using Liquid Penetrant Testing
For asset owners, engineers and project managers, a few practical rules make Liquid Penetrant Testing decisions much easier. First, confirm the material. If it is non-ferromagnetic - aluminium, austenitic stainless, certain nickel alloys, plastics or ceramics - LPT is your primary surface method. If it is ferromagnetic steel and you are concerned about fatigue cracks or need near-surface coverage, discuss MPI as the lead technique and LPT as a backup where geometry or material changes complicate magnetisation. Articles like Understanding the Differences Between MPI and FPI Non-Destructive Testing Techniques provide useful checklists that mirror this decision process.
Second, look closely at surface condition and access. Where you can achieve a clean, smooth surface, LPT can be extremely sensitive, especially with fluorescent systems. On very rough as-cast surfaces or heavy weld spatter that you cannot remove, MPI is usually more forgiving. Also consider whether you can create low light conditions for fluorescent penetrant or whether visible dye, combined with high-intensity white light, is more realistic on your site.
Third, check that your provider’s technicians are properly certified. In Australia, NDT competence is typically demonstrated through AINDT or equivalent ISO 9712 certification in PT and MT, with Level 2 commonly required for technicians performing the tests and Level 3 reserved for higher-level oversight and responsibility. When you engage APEC Inspection’s Northern Territory team, you get technicians who are trained to interpret relevant ASME, AWS and ISO standards and to document results in clear, usable reports. If you are unsure which method to specify in a contract or inspection and test plan, reach out early - we can review drawings, materials and service conditions, then recommend a testing combination that will satisfy code and client requirements without over-testing.
Finally, embed NDT thinking into your design and fabrication planning. Allow access for future LPT or MPI at critical welds, avoid coatings that are difficult to remove in test areas, and plan cleaning steps into your schedule before inspection. These simple choices upfront make every round of Liquid Penetrant Testing smoother, faster and more reliable. When you are ready to review an upcoming project or shutdown scope, contact our team through the APEC Inspection company page or explore our latest insights on the APEC Inspection blog, then get in touch via the contact form and we will help you design a fit-for-purpose NDT approach.
Conclusion and Next Steps
Liquid Penetrant Testing remains a cornerstone of surface inspection across Australian industry because it is simple, sensitive and versatile. Used correctly, it reveals surface-breaking cracks and pores on materials that Magnetic Particle Testing can never touch, while also complementing MPI on ferromagnetic welds and pressure equipment. The key is to match the method to the material, surface condition, defect type and project constraints, rather than defaulting to one technique out of habit. For deeper technical background on how penetrant testing fits alongside other methods such as phased array ultrasonics, you can also review resources like APEC’s guide to Understanding Phased Array Ultrasonic Testing.
If you are planning fabrication, maintenance or shutdown work and want clarity on when to use LPT, MPI or a combination of both, Apec Inspection can help. Explore our magnetic particle inspection capabilities and wider pressure vessel NDT expertise, then get in touch via our company contact details to discuss your assets, standards and timelines. Together we can build an inspection strategy that protects your people, your plant and your bottom line.