Thickness Eddy Current Testing: Practical Guide for Accurate Coating & Material Thickness
Introduction to thickness eddy current testing
If you run plant, manage assets, or sign off on coatings, you need to know how thick your metal and paint really are. Thickness eddy current testing gives you that answer fast, without cutting, grinding, or shutting down more than you have to.
In simple terms, thickness eddy current measurement uses a small probe and an electromagnetic field to “feel” how far it is from metal under the surface. That distance can be a paint system on aluminium, fireproofing on a steel beam, or a metal layer under another coating. The gauge turns that distance into a thickness reading in microns or millimetres.
At APEC Inspection we use eddy current every week on Australian jobsites, from aircraft parts and mining kit to tanks and infrastructure. This guide walks through how it works, where it shines, and where you’re better off with ultrasonics instead. By the end, you should be able to brief your own team, challenge a suspect report, or decide which NDT inspection method actually fits your asset and risk profile, drawing on the broader experience we share in our non‑destructive testing blog.
How eddy current thickness measurement actually works
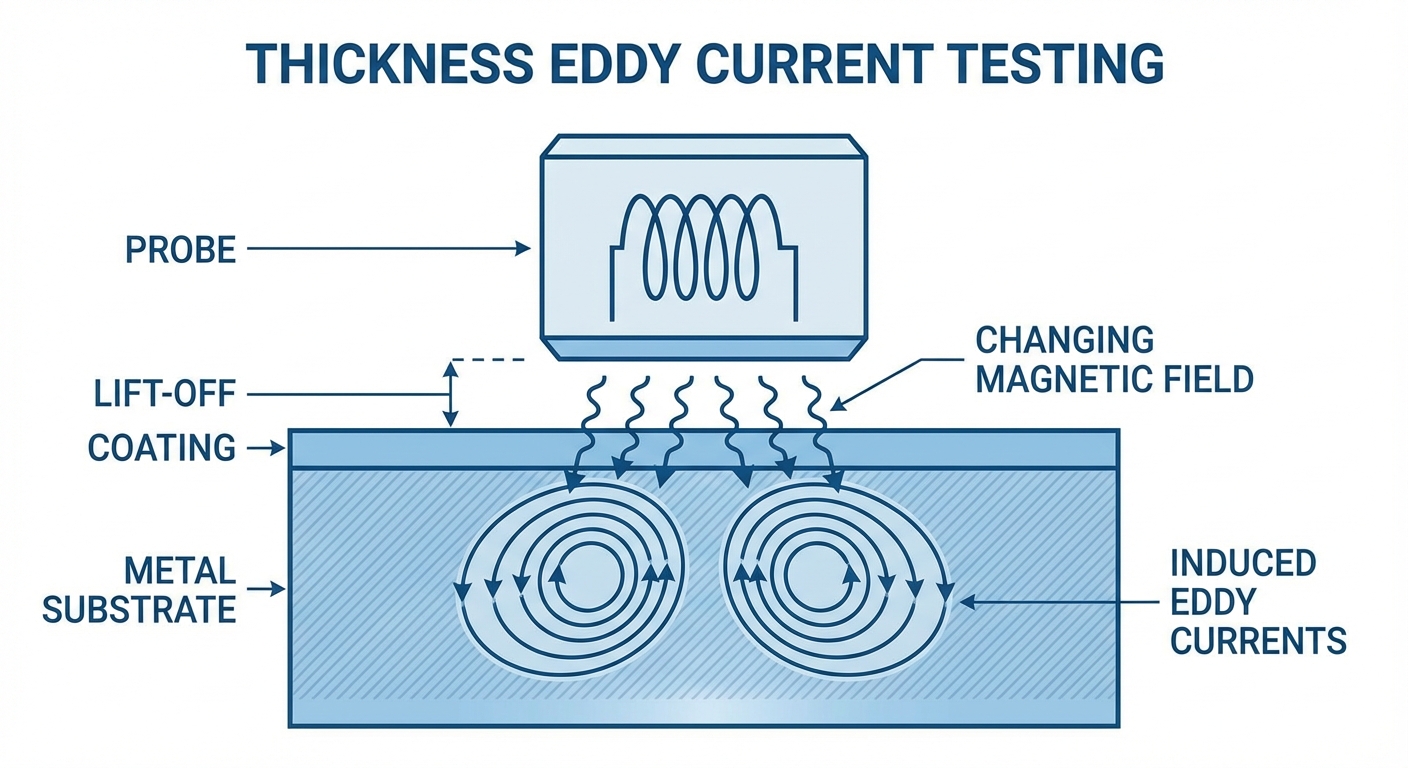
The core idea is straightforward. A probe contains a small coil. We drive that coil with a high‑frequency alternating current, which creates an oscillating magnetic field. Bring that field near a conductive material and it induces circulating “eddy” currents in the metal. Those eddy currents generate their own magnetic field, which pushes back on the coil and changes its electrical impedance.
The crucial point for thickness is distance. When the probe sits right on bare metal, eddy currents are strong and the coil impedance is low. Put a non‑conductive coating between the probe and the metal and you increase that distance, called lift‑off. The thicker the coating, the weaker the eddy currents in the base metal and the lower the impedance. The instrument simply converts that impedance change into a thickness value.
Two main signal styles are used. In amplitude‑sensitive mode, the gauge looks mainly at how big the signal is. As coating thickness rises, the amplitude from the base metal falls in a predictable way, so we can map that to thickness. In phase‑sensitive mode, we look at the phase angle between voltage and current in the coil. This lets us focus more on the coating itself and even pick up metal layers sitting under other coatings (a “duplex” system, like zinc plus paint on steel). Industry application notes on the phase‑sensitive eddy current method explain how this improves separation of coating and substrate signals.
All of this is grounded in Faraday’s Law. A changing magnetic field induces currents in a conductor, and those currents are affected by material properties, geometry, and thickness. We take advantage of the fact that coating thickness is the one thing we deliberately change, and we lock everything else down with proper calibration and setup, consistent with the detection principles of modern thickness gauges and nondestructive evaluation guidance on eddy current thickness measurements, which show that impedance changes can be accurately correlated with thickness when frequency, probe design, and calibration standards are correctly matched to the application.
Suitable materials, coatings and Australian use cases
Eddy current thickness testing needs a conductive path. That means the base material must be electrically conductive, usually a metal. On top of that, the classic application is a non‑conductive coating - think paint, powder coat, varnish, plastic, or anodising - sitting on that metal substrate. The coating itself doesn’t carry current, it just acts as a spacer that changes lift‑off, which is exactly how most coating thickness gauges for metals are designed to operate.
Common substrate and coating combinations we see across Australia include:
- Paint and powder coatings on aluminium or aluminium alloys (fabrication, transport, marine).
- Anodised aluminium components in mining, defence and aviation.
- Paint systems on copper and brass components.
- Non‑ferromagnetic metallic coatings like copper or zinc on structural steel using tailored probes.
Non‑ferrous metals such as aluminium and copper are very well suited, especially where you need micrometre‑level resolution on thin sheets or foils. Ferrous materials like carbon steel can also be measured using magnetic‑induction style probes operating at suitable frequencies, or by using pulsed eddy current when you’re interested in wall thickness through insulation, as outlined in industry articles on eddy current thickness measurement.
One hard limit is non‑conductive coatings on non‑conductive substrates. If you have a plastic coating on a composite or a ceramic layer on a polymer, standard eddy current has nothing to “grab onto”. There are no eddy currents in the base, so the probe impedance hardly changes and the gauge can’t give you a meaningful number. In those cases we look at alternatives like ultrasonic thickness testing instead, often integrated with our wider coating inspection services for Australian assets.
Key factors that control eddy current thickness accuracy
The first big factor is material properties. Electrical conductivity and magnetic permeability both influence how eddy currents flow. Higher conductivity or higher permeability tends to pull the currents closer to the surface (the skin effect), which reduces penetration depth. That’s great for very thin coatings, but tricky when you want to look deeper into the material.
Skin depth, usually written as δ, is the depth at which the current density falls to about 37% of its surface value. A standard equation is δ = 1 / √(π·f·μ·σ). Here f is test frequency, μ is permeability, and σ is conductivity. For aluminium at 10 kHz, skin depth is about 0.8 millimetres, which is still roughly a millimetre. For common stainless steels at 10 kHz, skin depth is still on the order of millimetres, and depending on the exact grade and its permeability, it can reach several millimetres at lower test frequencies. That difference really matters when picking your setup, and it’s the same physics described in comparisons between magnetic and eddy current coating thickness meters.
Next comes calibration. To get reliable thickness values, you must calibrate the instrument on the same material and coating system you plan to measure. We use calibration foils or stepped blocks of known thickness, place the probe on each one, and let the instrument build a curve between impedance and thickness. If you change alloy, paint chemistry, or even heat treatment, you should re‑calibrate.
Then there’s lift‑off and surface condition. Any unintended gap between the probe and the actual coating surface - dust, scale, roughness, probe tilt - will behave like extra coating thickness. Even a fraction of a millimetre can shift the reading. Consistent probe pressure and angle are vital. On rough or curved surfaces, we often take multiple readings and average them to smooth out local highs and lows.
These same influences are reflected in manufacturer guidance on eddy current thickness gauge principles and characteristics, which emphasises frequency selection, calibration ranges and substrate effects when targeting high accuracy.
Eddy current vs ultrasonic and other NDT thickness methods
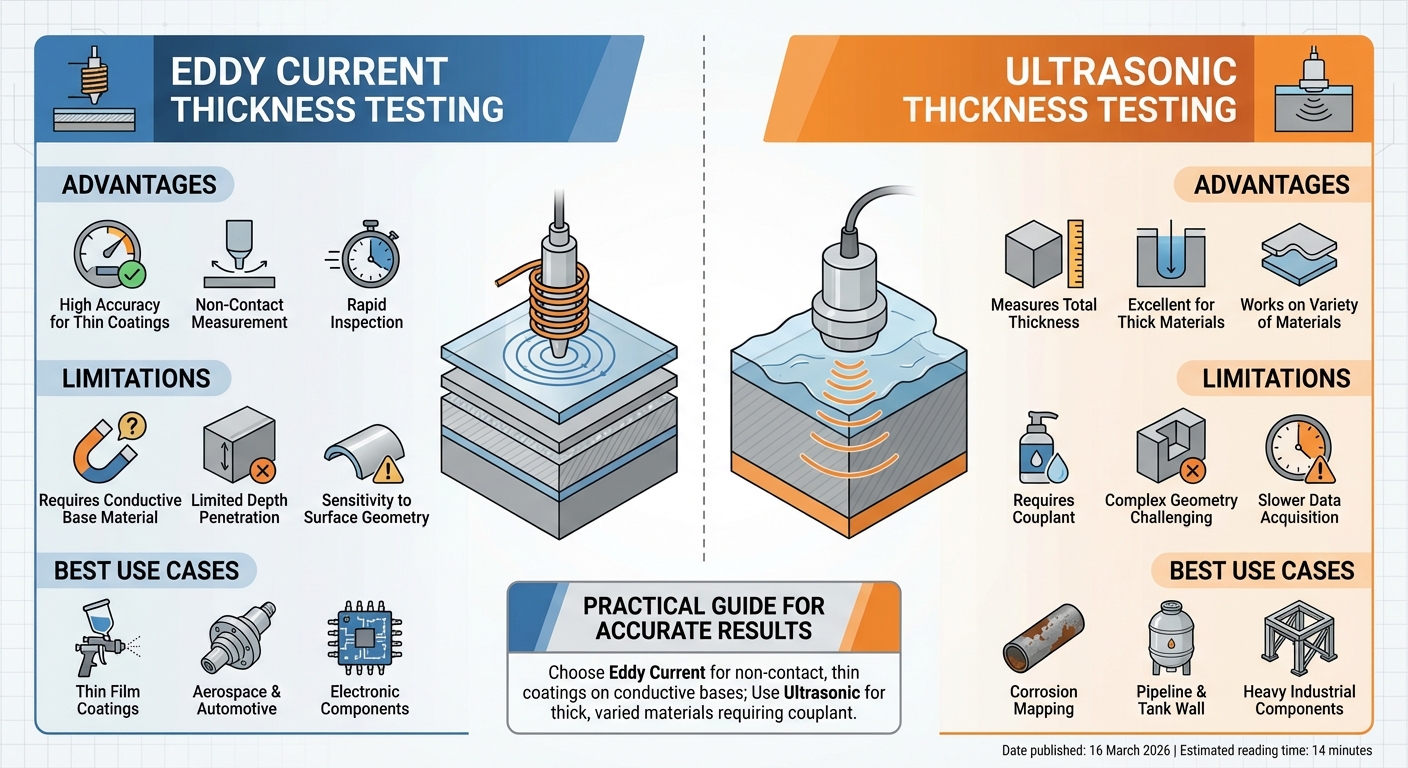
Plant owners often ask, “Why not just use ultrasonics for everything?” Ultrasonic testing is excellent for thick steel sections, welds, and internal flaws. But it has weaknesses where eddy current is strong, especially on thin metallic materials and coatings in the micron range.
Eddy current gauges can rapidly measure very thin non‑conductive coatings on metal, often resolving changes down to around a micrometre, with no couplant and only minimal surface preparation. High frequencies concentrate the eddy currents near the surface, which gives great sensitivity to small changes in coating thickness. Ultrasonics struggles in this range because the sound pulse travels through the coating too quickly to separate echoes cleanly.
On the other hand, standard eddy current is limited in penetration. As material thickness increases beyond roughly 6–8 mm for non‑ferrous metals, conventional single‑frequency eddy current testing becomes increasingly dominated by the surface zone, and in practical terms you lose reliable sensitivity to the back wall. For ferromagnetic steels, the high permeability shrinks skin depth even more. That’s where ultrasonic thickness testing, with penetration of many tens or hundreds of millimetres, becomes the better tool for wall loss and deep defects, and where our phased array ultrasonic testing expertise comes into play.
Pulsed eddy current extends the reach on carbon steel. It can often measure average wall thickness in the 4 - 65 mm range on suitably sized components, even through insulation, cladding, fireproofing, concrete and coatings, which makes it very attractive for corrosion under insulation work on Australian oil and gas assets. But for very thick pressure parts or highly detailed weld assessment, ultrasonics still wins, especially when combined with targeted storage tank and pressure equipment inspections.
In practice, we rarely treat it as eddy current versus ultrasonic. On complex assets we often bring both. We might use eddy current to scan thin coatings and non‑ferrous items, and then switch to ultrasonics on heavy steel or where the owner wants through‑thickness flaw sizing.
Real‑world applications, probe choices and where it makes sense commercially
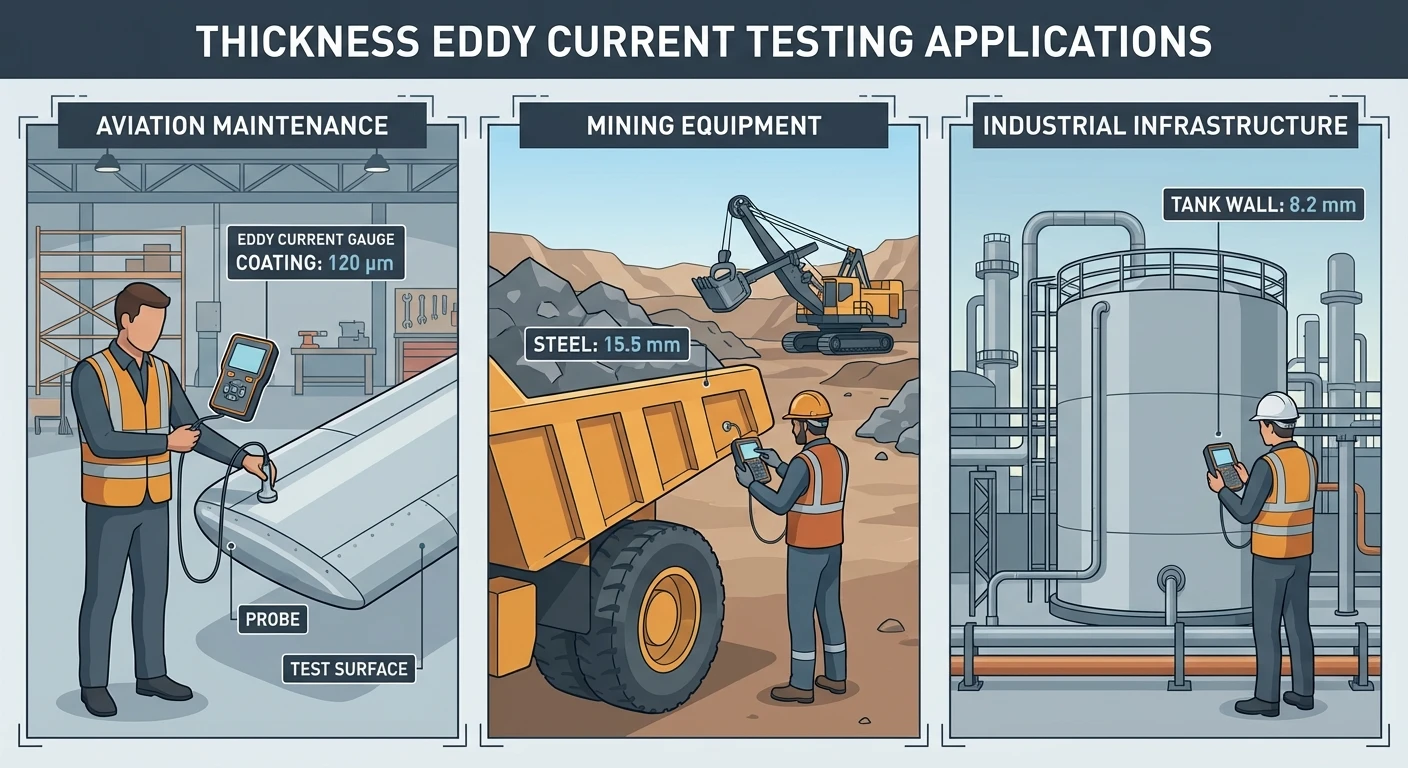
In the field, thickness eddy current testing shows up in three big ways: coating control, thin metal thickness checks, and corrosion or thinning on conductive materials. Each needs a slightly different setup.
For paint and coating thickness on conductive substrates, we use compact hand‑held gauges with single‑coil probes. These are ideal for QA on fabrication shops, marine repaint work, and OEM production. You can walk a beam or tank shell, drop the probe every metre, and build a profile of coating thickness against specification. On aluminium boats or structural members, this is often the fastest way to prove coverage without damaging the finish, and it integrates neatly with our wider coating and lining inspection services.
For bulk thickness on thin sheet, strip, or foil, higher‑end systems commonly use pulsed eddy current, alongside other advanced methods such as X‑ray and laser‑based gauges. These can sit in a rolling mill line or a processing plant and measure thickness in real time as product passes through. That sort of setup is less common on general Australian sites, but very relevant to metal producers and precision manufacturers.
When wall loss and corrosion are the concern, especially on steel, pulsed eddy current or tailored probes come into play. Here the probe sends a pulse rather than a single tone. By studying how the eddy currents decay over time, the instrument can estimate remaining wall thickness, even under insulation. It’s not replacing detailed UT everywhere, but it can dramatically cut the amount of insulation you need to strip for a first‑pass CUI survey, similar to the approaches described in pulsed eddy current application notes.
Probe configuration matters. Single‑coil (absolute) probes measure overall impedance and are good for gradual thickness changes. Differential probes use two coils and are more sensitive to localised changes, which can help where there are pits or sharp steps. Pulsed eddy current probes handle thick, insulated or corroded steel. Choosing between these is part of how we design any NDT inspection program for thickness, whether it’s part of a broader tank integrity campaign or a focused pressure vessel assessment.
Practical tips to get reliable eddy current thickness results
Getting good data from thickness eddy current testing is less about fancy gear and more about discipline in setup and technique. A few simple habits make a big difference.
Start with the right method. If you’re looking at microns of paint on aluminium, eddy current is perfect. If you’re chasing wall loss in thick carbon steel, talk to your inspector about whether pulsed eddy current or UT thickness gauging is the better match. Being clear on coating type, substrate, and thickness range up front avoids wasted time on site and helps us plan complementary techniques like magnetic particle inspection where needed.
Always insist on proper calibration. The gauge should be calibrated on standards that match your base metal and coating system, and cover the expected thickness range. If the coating spec is 250 - 400 μm, calibration foils should bracket that, not sit at 50 μm and 1 mm. If the substrate alloy or heat treatment changes, recalibrate.
On site, control lift‑off. Clean the surface so there’s no loose scale or debris under the probe. Hold the probe square to the surface with steady pressure. Avoid measuring too close to edges, weld caps, or sharp geometry changes unless the procedure specifically allows it, because edge effects can distort the eddy current field.
For critical work, don’t rely on a single reading. Take several measurements in a small area and average them. If you see wide variation, that’s a clue you may be on rough profile or dealing with geometry effects, and you might need an alternative technique or a more detailed procedure. Finally, work with certified technicians who understand both eddy current physics and your plant conditions. That’s exactly the blend we offer through our APEC Inspection team across Australia, including local support from our Darwin‑based NDT specialists when you need rapid mobilisation in the Northern Territory.
Conclusion and next steps
Thickness eddy current testing is a powerful tool when you’re dealing with conductive materials and coatings, especially where you need fast, non‑destructive readings in the micrometre to single‑digit millimetre range. It leans on well‑understood electromagnetic principles, but in practice it comes down to choosing the right frequency, probe, and calibration for your specific job.
If you’re planning a coating program, facing regulatory audits, or trying to rank corrosion risk across a fleet of assets, the next move is simple. Get in touch with our APEC Inspection team, tell us your materials, coating types, and access limits, and we’ll recommend a mix of eddy current, ultrasonic, and other NDT inspection services that makes technical and commercial sense for your site. A short conversation now can save you rework, downtime, and unpleasant surprises later on.