Introduction
Holiday testing sounds odd at first. It has nothing to do with Christmas lights. In pipeline work, a “holiday” is a small miss in the coating. It might be a pinhole, crack, or thin patch. That tiny flaw can start rust on steel.
For any new pipeline, holiday testing is a key check before backfill. It proves that the coating really covers the steel from end to end, cutting the risk of leaks, fines, and repair bills down the track. However, some experts argue that while holiday testing is undeniably important, it should not be treated as the only or always the primary check before backfill. In their view, a strong coating QA plan starts much earlier, with proper surface preparation, verified coating batch certificates, monitored application parameters, and cure checks, so that holiday testing becomes a final confirmation rather than the main safeguard. They also point out that on certain small, low‑risk, or temporary lines, operators may scale back the extent of holiday testing and lean more on coating manufacturer guidelines, visual inspection, and risk‑based assessment to keep costs and schedule under control. From this angle, holiday testing is still critical, but it sits inside a broader quality framework instead of standing alone as the key check. In this guide, I will walk through holiday testing in simple terms, looking at low and high voltage methods, standards, and when each applies on real projects, drawing on the kind of expertise provided by non‑destructive testing specialists who work on coated pipelines every day.
Holiday Testing Basics for Pipeline Coatings
A pipeline coating is like raincoat fabric over the steel. If that “fabric” has a hole, water gets through. In our world, that water is soil, salt, and chemicals. A holiday test sends a small electric signal across the coating. If the signal finds bare steel, the unit beeps or flashes. That tells us the barrier is broken at that spot.
Holiday testing is non destructive testing. We check the coating without cutting it or pulling it off. However, some experts argue that calling holiday testing completely non destructive can be a bit too absolute. While the method is designed so we don’t cut, pull, or otherwise mechanically damage the coating, higher test voltages or repeated passes can, in some cases, stress marginal or very thin areas. From this angle, a poorly set-up test or an operator pushing the limits of the voltage range might turn what is intended as a non destructive check into a source of small, localized damage around existing flaws. Others also point out that, although rare when procedures are followed and voltages are correctly matched to coating thickness, there is always a need to balance sensitivity with the risk of over‑stressing the coating, particularly on older or weathered surfaces. We pass a probe, brush, or wet sponge over the surface. When the circuit closes through a flaw to the steel, the detector alarms. Australian labs describe holidays as any pinhole, void, crack or very thin area in a non‑conductive coating on metal. https://lmats.au/services/coating-inspections/holiday-continuity-test-on-coatings
Steel in the ground lives in a harsh soup. Soil holds moisture, salts, and stray current from nearby assets. If the coating has even one missed patch, corrosion can start there and creep under the coating, so you do not see it from the surface. A tiny defect today can grow into a leak years later, which is why resources such as Pipe Holiday Detection: How to Find Coating Defects and Prevent Pipeline Corrosion and professional guides like Understanding Holiday Test: A Professional Guide To Coating Inspection stress early detection and robust continuity testing. https://blog.projectmaterials.com/quick-answers/pipes/what-is-holiday-testing/
Holiday testing fits into the wider coating quality chain. First we blast and clean the steel. Next we apply the coating to the right thickness and check dry film thickness. Only after that do we run holiday tests. Think of it as the final proof that all the earlier steps worked, giving asset owners real peace of mind before they cover the line for good.
Low-Voltage Holiday Testing (Wet Sponge Method)
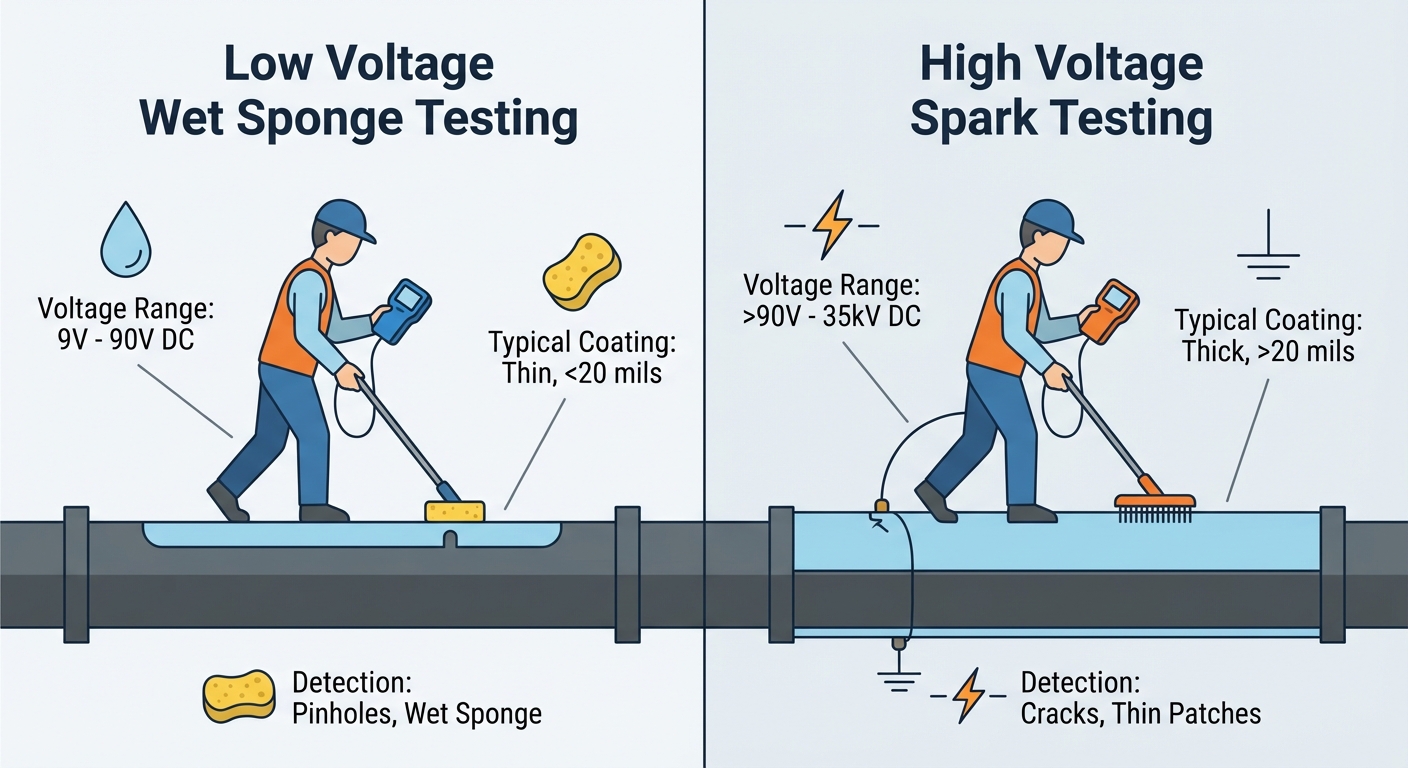
Low‑voltage holiday testing uses a wet sponge and a small, battery-powered DC detector, typically operating under 100 volts and commonly in the range of about 5 to 90 volts. The sponge is soaked in clean water, sometimes with a little wetting agent. We connect the sponge to the detector and earth the steel, then slowly wipe the sponge over the coating.
When the sponge passes over a defect, water seeps into that flaw. If bare metal sits under that point, the circuit closes and the detector sounds off with a buzzer or light. No spark, just a clear signal that the coating is not sound there. This low-voltage, non-destructive method is gentle and well suited to thin film systems such as tank linings, internal pipe linings, or shop‑applied epoxies up to around 500 microns, which comfortably covers the 25–250 micron range.
Australian guidance separates this wet sponge method into its own standard. AS 3894.2 covers non‑conductive coatings checked with low voltage wet sponge equipment. It defines the set‑up, test speed, and acceptance. Global suppliers note this method is best where the film is too thin for a spark test, a view echoed in resources on how to detect holidays in pipelines in accordance with ASTM G62. https://store.standards.org.au/product/as-3894-2-2002
Low‑voltage testing has some strong plus points. It is safer for staff with less electrical risk. It cannot burn or puncture sound coating. The gear is lighter and cheaper, so it works well for small jobs and tight spaces. You often see it used inside water tanks, on manhole covers, or on internal pipe linings in plants.
But it has clear limits. If the coating is thick, like a high‑build epoxy, the wet sponge can miss deep pores and cannot jump through small air gaps. The sponge needs direct contact with a path to steel. That is why we never use low voltage for three‑layer PE pipeline wraps or thick field joints. For those, we move to high‑voltage spark testing instead, using specialised holiday detector equipment where appropriate.
High-Voltage Holiday Testing for Pipeline Coatings
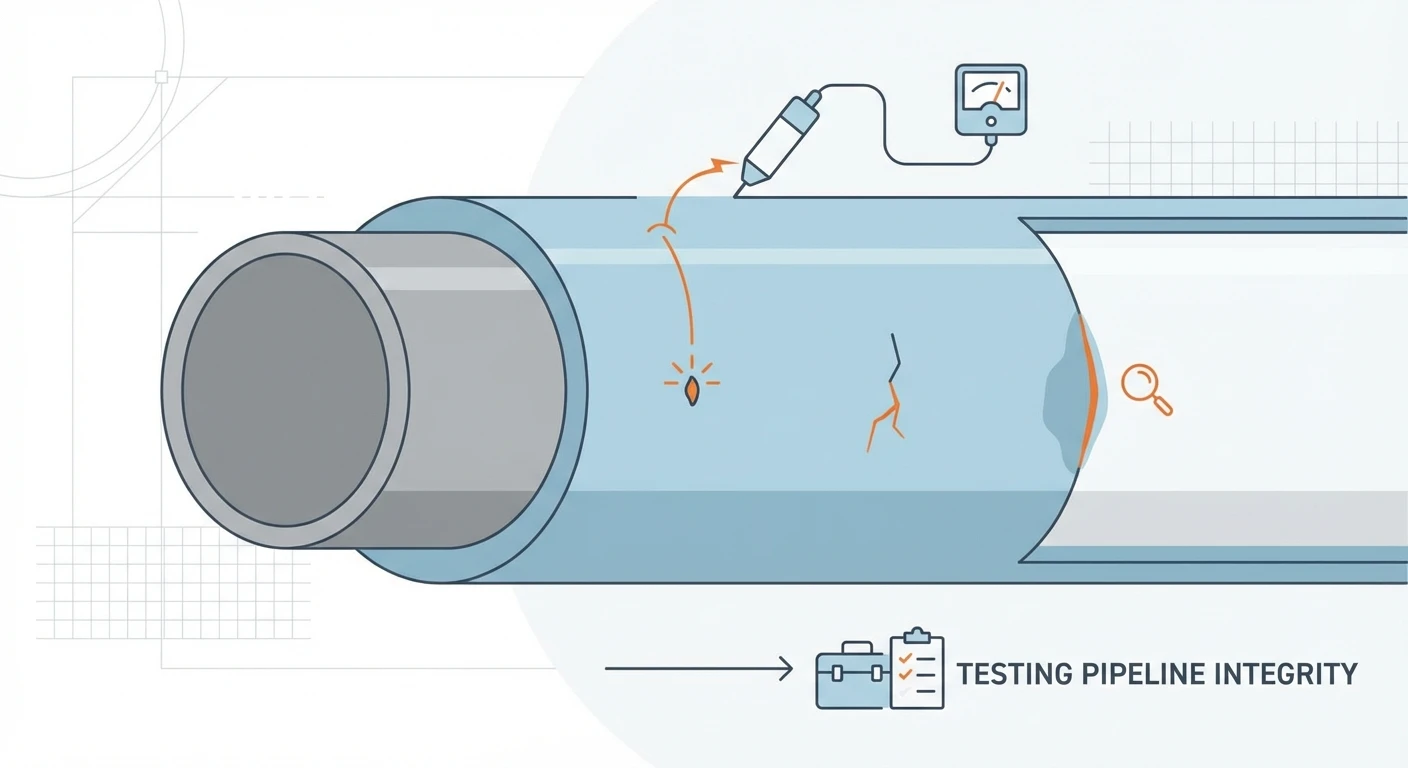
High‑voltage holiday testing is the workhorse for most pipeline coats. Here we use a spark tester that can output several kilovolts. The unit connects to a brush, wire loop, or rolling spring, and we attach a lead to the bare steel or to a good earth on the pipe system. Then we roll or sweep the electrode along the coated surface.
When the tool passes over a holiday, the electric field breaks down the coating or air gap at that point. A tiny spark jumps to the steel, and the detector alarms. For long straight runs of coated pipe, a spring electrode works very well. It wraps around the pipe and checks the full circumference in one pass, keeping production speeds high while still giving 100% coverage.
Thick systems like fusion‑bonded epoxy line pipe, three‑layer PE or PP, or heavy liquid epoxies on bends and fittings usually need this high‑voltage approach. These films might run from about 250 microns up to several millimetres. A wet sponge cannot “see” through that much insulation. High voltage is the only way to pick up pinholes right down at the steel. International guidance such as ASTM G62 Standard Test Methods for Holiday Detection of Coatings used to Protect Pipelines sets out these spark test methods for pipe coatings. https://store.astm.org/Standards/G62.htm
More voltage means more care. If you set the value too high, you can punch new holes in sound coating. If you set it too low, you may cruise right over shallow flaws. Modern standards rely less on rough rules of thumb like “100 volts per mil” and instead embed them within more detailed, risk‑based requirements. Technical papers now link test voltage to coating dielectric strength and thickness, using more exact formulas. Let’s Talk About Holiday Detection and Why Voltage Matters explains how these changes improve reliability in the field. https://kta.com/changes-to-high-voltage-holiday-detection-standards/
On Australian sites, high‑voltage brush or spring tests show up on nearly every new buried steel asset. You see them on gas lines, water mains, and process pipework in refineries. However, some experts argue that describing high‑voltage brush or spring tests as showing up on “nearly every” new buried steel asset overstates how consistently the practice is applied in the field. While AS 3894.1 and major utility specs clearly set the expectation, real‑world implementation can be patchy, especially on smaller projects, private developments, or where coatings are applied in-house without a dedicated NDT presence. In those settings, contractors may rely on visual inspection, low‑voltage holiday testing, or simply assume factory‑applied coatings are defect‑free, and the specified HV test can be quietly dropped to save time or cost. There is also a segment of the industry that treats HV testing as a ‘nice to have’ rather than a hard compliance item, particularly for non‑critical spools, short tie‑ins, or where perceived risk is low. So while the standards and major clients point in the right direction, the reality on the ground is that high‑voltage continuity testing is common and strongly recommended, but not yet as universally executed as the paperwork might suggest. They are also common for tank floors and external vessel shells before insulation goes on. When clients talk about “spark testing” in specs, this is almost always what they mean, and it’s a core part of specialist coating inspection services across the pipeline industry.
Voltage Selection and Key Standards for Holiday Testing
Correct voltage is the heart of good holiday testing. We always start by measuring coating thickness first, usually with a standard DFT gauge on steel. Once we know the real thickness, we can choose the right test method and voltage range, just as experienced non‑destructive testing experts do before setting up any field holiday test.
For holiday detection on protective coatings in Australia, high‑voltage brush testing is generally carried out to AS 3894.1 rather than the broader high‑voltage installation standards used for electrical equipment and substations. This standard covers site testing of non‑conductive coatings on conductive substrates by the brush method. It gives a formula that ties test voltage to dry film thickness and a coating factor. The factor reflects coating type and solids content. As thickness goes up, the required test voltage also rises. Coating makers like Wattyl give plain guides based on this same rule. Their info sheet explains that higher voltages are needed to break through thicker films, but warns that over‑doing it can damage the coating.
For low‑voltage wet sponge testing, the values are far lower. International practice often uses roughly 9–30 volts for very thin films under about 100 microns, and voltages that can approach 90 volts for somewhat thicker thin films, depending on the specific anodizing or coating standard being followed. Equipment makers and standards such as 3894.2 define exact settings, test speeds, and sponge moisture levels to keep the method reliable and repeatable.
Around the world, several major documents tie the whole picture together. G62 Standard Test Methods for Holiday Detection of Coatings used to Protect Pipelines gives both low and high‑voltage methods for pipeline coating checks. NACE (now AMPP) standard SP0188 sets out updated science‑based guidance for discontinuity testing of new coatings on steel. Recent updates use Paschen’s Law to link voltage to air gap and thickness in a more accurate way. Technical notes from KTA‑Tator on why voltage matters dig into these changes and show worked examples.
In real projects, we often see a blend of these ideas. A spec might say “holiday testing to AS 3894.1 with reference to NACE SP0188”. In that case we confirm which formula the client wants, set the detector with a calibrated voltmeter, and check it in the field. All of this is noted in the inspection report, so the owner can prove compliance years later if needed, often supported by detailed NDT reporting similar to that found in the Understanding Phased Array Ultrasonic Testing technical resources.
Why Holiday Testing Matters for Pipeline Life and Cost
Many owners still see holiday testing as a “nice to have”. On paper, it looks like an extra step that slows handover. In practice, it is one of the cheapest ways to protect an asset’s life. The cost of a day with a test crew is tiny beside the cost of a dig‑up in a live corridor.
Pipeline coatings act as the first barrier in any corrosion control plan. If they fail, you lean harder on cathodic protection, more frequent inline inspection, and repair welds. A small coating miss can become a deep pit in a short time, especially in aggressive soil. That pit might not be seen until the next pig run, by which time metal loss is real, as highlighted in resources such as Holiday Detection for Pipeline Coatings which discuss long‑term performance impacts.
Australian water utilities have learned this the hard way. Design standards from groups like Water Corporation in WA now spell out tight coating and inspection rules. Their DS 95 coating standard requires surface prep, thickness checks, and continuity testing for key steel assets. They link this to long‑term performance expectations and whole‑of‑life cost.
Gas networks take a similar view. Asset integrity plans for coated pipelines often include direct current voltage gradient (DCVG) surveys, coating surveys, and repair programs. These plans recognise that high‑quality original coatings and well‑executed repairs are critical inputs to achieving the intended long‑term service life of coated assets, and, when combined with appropriate design, inspection, and maintenance, can support design lives of 50 years or more in suitable environments. Holiday testing at construction is the first line of defence in that program.
Regulators overseas insist on pre‑burial checks for external coatings. Australian pipeline regulations and standards, for example, require operators to test protective coatings, repair any holidays, and only then backfill. These kinds of rules influence project specs here too, especially for large oil and gas clients. The message is simple. Find the coating flaws when the pipe is in the string, not when it is three metres under a road, using qualified non‑destructive testing experts in regions like the Northern Territory or other operating areas.
Practical Tips for Effective Holiday Testing on Pipelines
Holiday testing only helps if we do it well. First, lock in the right standard in the spec. Decide early if you will use AS 3894.1 and 3894.2, ASTM G62, or a mix. Write that into the ITP so there is no debate on site, and make sure it aligns with the practices of your chosen NDT inspection provider.
Second, always measure dry film thickness before you go near the line with a detector. The test voltage is only as good as your thickness data. Use a suitable gauge and record a decent number of readings per joint or section. Third, calculate your test voltage using the chosen formula or the chart from the coating maker. Avoid rough guesses. Set the detector and verify the output with a meter if the gear allows it, similar to the disciplined approach described in Let’s Talk About Holiday Detection and Why Voltage Matters.
Fourth, move the electrode at the correct speed. Many standards suggest around 0.3 metres per second. Too fast, and you may skip small defects. Too slow, and production stalls for no gain. Fifth, make sure the pipe is well earthed. Poor earthing can give false quiet readings that hide holidays.
Finally, treat every holiday you find as useful information, not bad luck. Mark the spot, clean back, and repair to the paint maker’s spec. Let the patch cure, then re‑test that area. Keep clean records with photos, voltages, and repair notes. Over time, owners can see clear patterns and push applicators to improve quality where needed, especially when working with integrated services such as API 653 and 650 compliant storage tank inspections or aerial drone inspections that complement coating surveys.
Conclusion
Holiday testing for pipelines is not just a box to tick. It is a fast, low‑cost way to prove that your coating really shields the steel before you bury it for decades. With the right mix of low‑ and high‑voltage methods, sound voltage selection, and clear standards, you can catch tiny flaws long before they grow into leaks, especially when you engage specialist NDT teams experienced in related methods like magnetic particle inspection to support your coating program.
If you own or manage coated steel assets in Australia, now is a good time to review your specs and test plans. Make sure holiday testing sits firmly in that mix and is done by people who know the gear and the standards. Your future self, and your budget, will thank you, and you can stay informed with resources such as the APEC Inspection blog and its dedicated pressure vessel NDT articles that discuss broader integrity management topics.