Why CUI Matters - Definition and Australian Context
If your site runs insulated pipework, pressure vessels or tanks, you are living with corrosion under insulation (CUI) risk. In Australian conditions - coastal spray, high humidity, harsh sun, frequent wash-downs - that risk is amplified, and production pressure rarely makes it easier.
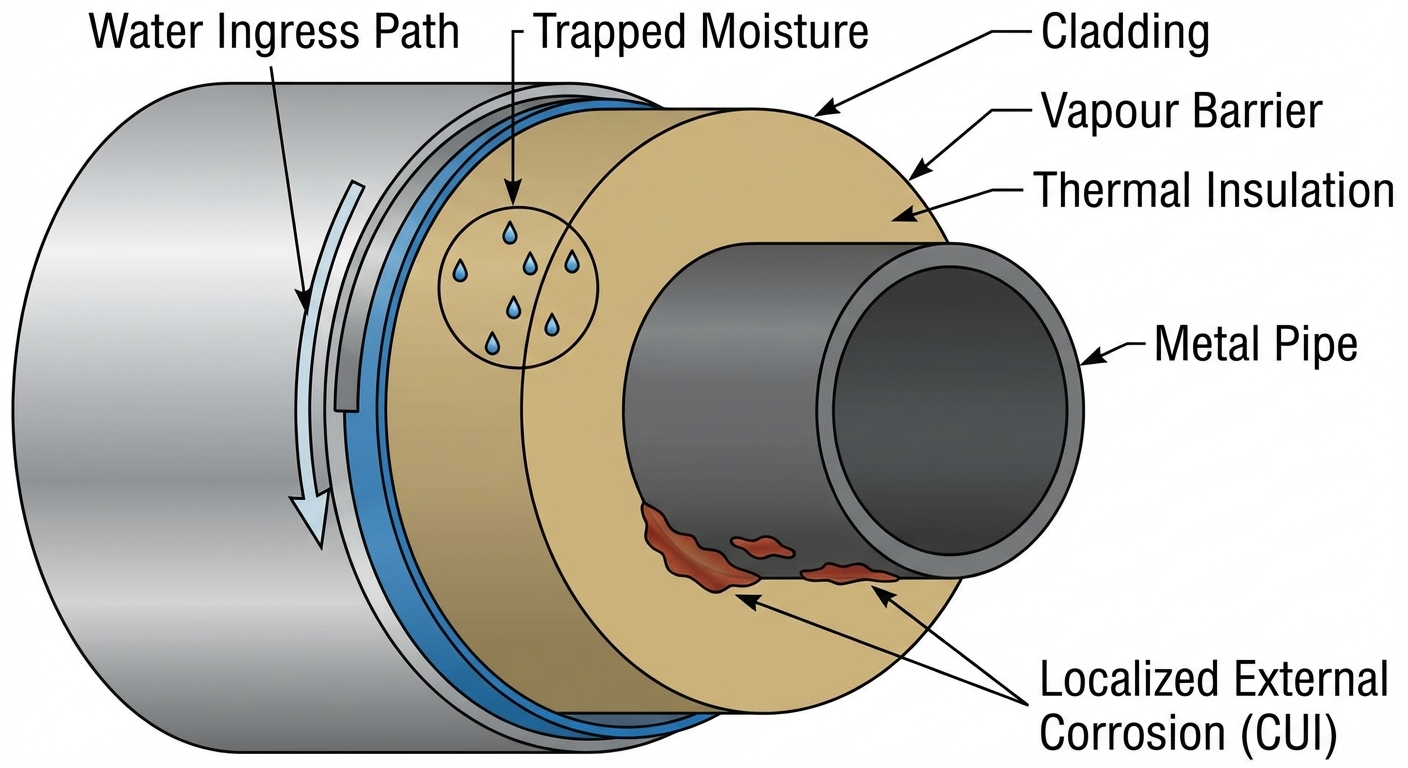
At its core, corrosion under insulation is external corrosion that happens on the outside of pipes, vessels and structural steel, but underneath the thermal or acoustic insulation and outer cladding. Water gets into the insulation system, sits against the metal, and quietly eats away at it over time, a mechanism described in detail in Corrosion Under Insulation (CUI) | Inspectioneering. Full insulation stripping to find it is slow and expensive. Doing nothing is worse. This is where smart inspection and non-destructive testing (NDT) come in, and where partnering with APEC Inspection - Experts in Non-Destructive Testing can materially reduce that risk profile.
CUI most often affects insulated carbon steel and low-alloy steels, but stainless steel is also susceptible, particularly when chlorides and moisture are present, which can drive localized corrosion and chloride stress corrosion cracking. Moisture finds its way in through damaged jacketing, poor sealing, gaps at supports, or long-term exposure to rain and wash-down water. Once inside, some insulation systems can still trap moisture against the metal surface, keeping it damp and oxygenated.
Australia’s climates add extra fuel to this fire. Coastal and offshore sites see constant salt-laden spray and strong winds that drive water into small jacket defects. Tropical and subtropical regions combine high humidity with heavy rain and warm metal temperatures, so surfaces spend more time in the temperature ranges where CUI is active. Even in temperate states, frequent wet-dry cycles and process temperature swings pull humid air in and then condense it inside the system, a pattern consistent with industry experience documented in Corrosion Under Insulation: Causes, Detection, and Prevention.
What makes CUI particularly nasty is that the corrosion is localised. You might have one short section with severe wall loss right next to apparently sound pipework. That patch is all it takes for a leak, an unplanned shutdown, or - in the worst case - a loss of containment event on a pressure system. The guide here focuses on how to find those patches early, choose sensible NDT options, and tie inspection decisions back to risk and budget, using advanced NDT services and the specialist experience in About APEC Inspection: NDT Experts You Can Trust where they fit naturally.
Why CUI Is So Hard to See - And So Expensive When You Miss It
With most external corrosion, you can walk the line, look at the steel, and spot flaking paint, rust staining or pitting. With corrosion under insulation, those visual clues are buried under insulation, vapour barriers and metal cladding. You can walk past a badly corroded elbow for years and only see a tidy aluminium jacket.
The only sure way to know if CUI is present - without NDT - is to remove the insulation and look. On a large plant that might mean kilometres of pipe, thousands of supports and dozens of vessels. Full stripping is rarely realistic; the direct labour cost is high, and you then have to reinstate insulation, recoating and access systems. You also expose hot lines and can disturb asbestos or other legacy materials.
External signs are unreliable. Small weep marks, minor jacket dents or a slightly discoloured band do not tell you how much wall loss is hidden underneath. In some cases, the cladding and sealants look fine while water is entering from the back of a support, a roof penetration, or a poor detail around a nozzle. CUI can also initiate under fireproofing and at low points where water pools out of sight.
This is why industry guidance stresses structured inspection and targeted NDT. Australasian Corrosion Association material notes that insulation type, operating temperature, environment and age should feed into where you look first, and that relying on visual checks alone leads to missed damage and late discovery of severe thinning. By the By the time you see a bulged jacket or a wet patch on the floor, CUI may already be significant because the insulation and cladding tend to hide earlier stages of corrosion, which is why the Non-destructive Testing Techniques For Detection Of CUI – Corrosion Under Insulation guidance from The Australasian Corrosion Association Ltd. emphasises NDT over reliance on visual checks alone. Ltd.
NDT Methods for CUI Detection: Comparing Your Options
Because we cannot see through insulation with the naked eye, we lean on non-destructive testing methods. Each technique has a particular role. None of them is a magic bullet. The craft lies in combining them in the right order so you cover enough area without drowning in cost.
Pulsed eddy current (PEC) is one of the main screening tools for CUI on carbon and low-alloy steel. A coil on the outside of the insulation sends a pulsed magnetic field into the pipe; the response signal changes with wall thickness. PEC does not give razor-sharp images, but it can quickly identify zones where metal has thinned compared with nominal. That makes it handy for first-pass scans over large, reasonably accessible pipe runs, particularly on the mid-temperature services where CUI is most common.
Radiographic techniques come next on many jobs. Real-time radiography (RTR) and profile or computed radiography use X-rays or gamma rays to capture an image of the pipe wall through the insulation. They excel at showing the shape of external corrosion - localised pits, general thinning, or grooving at supports. However, they need good access, sometimes from both sides, and they do not natively give you a precise remaining wall measurement. They are powerful when you want to understand how damage is distributed around the circumference before committing to insulation removal.
Ultrasonic thickness (UT) testing is then used for confirmation and sizing. Once a local plug of insulation is removed or a band opened, a UT probe is placed on the bare metal with couplant. It sends sound pulses into the wall and times the echo; from that we calculate exact thickness at that point. Phased array UT (PAUT), which Apec covers in our phased array ultrasonic testing guide, takes this further and builds a detailed cross-sectional map. These ultrasonic methods are precise but slow, so they are best reserved for locations that other tools have already flagged as suspicious, and they integrate well with specialist services such as APEC Inspection - Magnetic Particle Inspection Testing Experts when broader integrity questions arise.
Moisture-focused tools fill in some gaps. Infrared thermography looks at surface temperature patterns to infer where insulation is wet, often by scanning after sundown when cooling rates differ. Neutron backscatter techniques detect hydrogen, allowing us to identify where water is present inside the insulation, even on high or difficult-to-reach lines. The catch is simple: wet insulation does not always mean corrosion, and dry zones today might have corroded years ago. So we treat these as triage tools, useful to prioritise where to look harder but not proof of metal loss on their own, a limitation echoed in Advancements in NDT Inspection Techniques for Detecting Corrosion Under Insulation (CUI): A Technical Review and Case Study Perspective.
In practice, a sensible CUI workflow uses a mix: screen broadly with PEC and moisture tools, use radiography to visualise suspicious areas where access allows, then deploy UT or PAUT for final sizing once insulation is opened. Research reviews and current Australian industry practice consistently show that multi-technique inspection approaches are more reliable overall than relying on any single method in isolation, particularly on complex, insulated assets. The same philosophy underpins the multi-disciplinary approach offered through APEC Inspection - Aerial Drone Inspection Services on difficult-to-access pipe racks and elevated lines.
Building a CUI Inspection Strategy in Australia

Technology choice is only half the story. The other half is when and where you actually use it. That is where standards and risk-based inspection (RBI) thinking come in. In Australia, AS/NZS 3788 sets the primary standard framework for in-service inspection of pressure equipment. It pushes you to consider hazard level, service conditions and known damage mechanisms (like CUI) when you set inspection scopes and intervals, often in conjunction with dedicated Storage Tank Inspection Services | API 653 & 650 Compliance.
In simple terms, you do not treat every vessel and line the same. A 30‑year-old carbon steel vessel, sitting outdoors in coastal Queensland with patched coatings and a history of leaks, clearly deserves more frequent and more detailed inspection than a newer, well-coated unit under a roof in a dry inland climate. RBI methodologies, such as those in API RP 581, take probability of failure and consequence of failure and use them to prioritise where to focus your inspection budget.
For CUI, that often means mapping your insulated systems and ranking them by susceptibility. Factors include operating temperature bands, insulation and cladding type, exposure to rain or spray, design features that trap water, and previous CUI findings. High-risk groups - think mid-temperature process lines outdoors with fibrous insulation - then get a more aggressive program of NDT screening and targeted insulation removal. Low-risk groups - cold service indoors, for example - may only need visual checks and selective testing at longer intervals, supported with specialist APEC Inspection: Expert Coating & Inspection Services where coating condition under insulation is a concern.
Pressure vessels and tanks need special attention because the consequences of a failure are higher. Guidance from Australian inspection providers stresses the importance of structured external inspections, internal examinations where practical, and targeted NDT around nozzles, supports and low points where water can collect under insulation. Apec Inspection supports this approach with integrated programs that blend external visual checks, advanced ultrasonic testing and, where appropriate, radiography or thermography to give a defensible picture of asset condition, as reflected in our dedicated Pressure Vessel NDT Blog | APEC Inspection.
The key is to resist the two extremes: “strip everything” (usually unaffordable and often unnecessary) and “wait until it leaks” (a gamble with safety and production). A risk-based CUI strategy sits in the middle: understand where you are most exposed, choose the right NDT tools for those zones, and time your inspections so you catch thinning before it crosses your design margins, using established inspection techniques for detecting corrosion under insulation to refine inspection intervals and methods.
Practical Tips to Cut CUI Risk and Spend Wisely

Pulling this together into action on site does not have to be complex. Start with a simple CUI risk register. List your main insulated systems, then flag those outdoors, in coastal or humid environments, with mid‑range operating temperatures and older or damaged coatings. These assets form your first-wave inspection population, and they are exactly the type of systems routinely assessed by Darwin - Northern Territory Non-Destructive Testing Experts | APEC Inspection in challenging climatic zones.
Next, plan inspections in layers. Combine routine external visual checks of cladding condition with scheduled NDT campaigns. Use broad screening tools first - for example, PEC on long pipe runs or thermography on overhead racks - then follow up with more detailed methods, including ultrasonic thickness measurements where needed. This layered approach keeps you from overspending on precision testing where there is no real sign of trouble.
When selecting an inspection partner, look beyond the equipment list. Ask how they sequence techniques, what reporting you will receive, and how their data will support your RBI program and compliance with Australian standards. Review their track record on pressure vessels and welds - our own experience, for instance, is reflected across Apec’s broader APEC Inspection Blog: Non Destructive Testing Experts and case work - and check that they understand your specific industry, whether that is LNG, refining, chemicals or power generation.
Finally, remember that inspection is only one part of CUI control. Good design detailing to avoid water traps, careful insulation specification, and robust coating systems under insulation all reduce the amount of corrosion that can develop between campaigns. Inspection then becomes confirmation and fine-tuning, not emergency firefighting every time you open the cladding, an approach consistent with best practice summarised in Corrosion Under Insulation - CUI Testing and Inspections - Applied Technical Services.

Conclusion and Next Steps
Corrosion under insulation is not going away. Australian weather, ageing plants and production pressure almost guarantee that. What you can control is how early you find it, how well you understand it, and how wisely you spend to manage it. To see what late detection really costs - in access, repairs and downtime - read our guide to the financial impact of corrosion under insulation.
A structured, risk-based approach - backed by the right mix of NDT techniques and targeted insulation removal - lets you protect people, avoid unplanned outages and satisfy your regulatory obligations without burning your budget on blind stripping. If you want help mapping your CUI risk or designing a sensible inspection program, get in touch with Apec Inspection via our contact page. We can walk your plant, review your data and build a CUI strategy that fits your assets, your climate and your maintenance philosophy, leveraging the full capability of our nationwide APEC Inspection - Experts in Non-Destructive Testing network.
© 2026 Apec Inspection. All rights reserved.